制造企业是生产产品的企业,无论生产的产品是什么,要进行生产就需要有原材料,需要维持一定量的库存,但库存即资金,库存多了会影响企业资金周转,降低企业效益。
制造企业的库存主要有两种用途,产品生产及“战略储备”。由于战略储备属于公司资产,不属于库存控制的范围,这里不做讨论,我们只关注与现有产品生产直接相关的库存。
库存=有效库存+质量备料+计划余料
“有效库存”,制造企业通常是在接到客户的销售订单(或销售部门根据市场反馈给出的“销售预测”,以下都称为销售订单),之后会组织采购及生产,伴随这个过程会产生一定量的库存,即直接用于现有订单产品生产,可被完全消耗掉的库存。
“质量备料”,是由于采购物料的来料质量有一定比例的缺陷,或企业加工后的半成品、成品有一定比例的不良,为了避免不良物料影响生产及交货,企业必须增加的采购、或生产数量。
“
计划余料”的产生有两个方面原因,一个是客观原因,一个是主观因素。客观原因是批量要求产生的,如供应商对所供应物料的最小批量要求。在进行采购的时候,我们每次物料采购的批量都需要大于或等于这个最小采购批量。另一个是生产部门的制造经济批量(如常见的配套生产中,某种配件是客户经常下单的产品,而且我们企业与客户签订了“备货协议”,就是当客户停止这种配件采购时,在一定范围内的库存由客户消耗,这种情况下即可按制造经济批量生产)。采购最小批量及生产的制造经济批量是计划余料产生的客观原因,“计划方式不周全”则是计划余料产生的“主观因素”。
对于批量要求,当销售订单具有一定规模后,批量问题自然解决。对于小规模的生产,强有力的计划也会把批量产生的余料控制在最小规模。
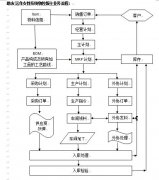
这里的计划,就是物料需求的计算过程。随着人们对物料需求计划的认识,计划方式先后经历了“订货点法”、“简单MRP ”,“闭环MRP”,直到闭环MRP出现后才在理论上彻底解决了制造企业的物料需求问题。
MRP(Material Requirement Planning 物料需求计划),是上个世纪60年代逐渐发展起来的,专门解决制造企业物料需求的技术,由于篇幅有限,我们这里只
以实例简单介绍一下闭环MRP的原理。
绝大多数企业都是多品种、中小批量的生产,产品构成多种多样,做计划时需要满足所有订单的需求,需要同时考虑库存、在途的采购供应、正在生产的在制品,更复杂的是还要分析之前未完结销售订单的变化而引起的一系列需求的变化!任何考虑不周都会出现生产缺料或计划余料。
比如某企业为其它企业做配套,生产的产品平均包含10种零部件(三种原材料,两次外协,五次自制),在制产品有20种,每天约新增10个订单产品。
该企业做计划时需要分析的物料数约300个,要同时确定这些物料的库存、在途供应及在制品数量,这只是第一步。
若之前正在生产的20个产品中,由于客户需求改变,假设有三个客户的订单产品发生变化,一个由原来的300增加到1000,另一个产品,客户的需求由500减少到100,第三个产品,客户的需求日期延后了20天,但物料已经在路上了。
这些发生变化的订单产品,其中有些零部件与刚接收的新订单产品是通用的。
实现闭环MRP逻辑的系统应能处理上述情况,从而得出精确的物料需求,若计划不周,就会出现“计划缺料”或“计划余料”。
计划缺料,就是有物料需求,而计划给出的供给数量不足。通常是由于重复计算了库存、或在途供应,也可能是搞错了物料到货日期等因素。因为缺料直接影响生产,甚至影响交货,为了避免缺料,计划人员(含计划系统)往往会加大计划量,
很多计划员,或“物料计划系统”在计划时只考虑库存,库存没有即“建议采购”,这就出现了多采购、多生产的情况,这是计划余料产生的主要原因。
成熟的做法是使用“完全实现闭环MRP”的系统。在这样的系统中,企业只需要给出要生产的产品数量及交期,所有与物料有关的事情,都由“闭环MRP”去考虑,从而就可避免计划缺料及计划余料的产生了。
“呆滞物料”=“计划余料”+“质量备料”
呆滞物料就是不能为现有销售订单消耗掉的物料。
若排除干扰因素(如批量、计划不准确产生的计划余料,突发性供货意外等),
呆滞物料只与质量备料有关。具体的讲,不含计划余料的呆滞物料只与采购物料及加工产品的合格率有关。
我们以PoV代表供应商承诺的采购物料合格率,WipV代表制造件最低合格率(也称为产出因子),ItemPrc代表当前物料的单价,
企业的呆滞物料库存可预估如下:
实际库存金额:
∑(本次采购数量*( PoVact- PoV)*ItemPrc)
+∑(本次加工数量*(WipVact-WipV)*ItemPrc)
最大库存金额:(已经预设了合格率,但采购及生产的质量全部达标!没有不合格发生)
∑(本次采购数量*PoV*ItemPrc)
+∑(本次加工数量*WipV*ItemPrc)
零库存的条件:
PoVact=PoV=100%, WipVact=WipV=1
要避免缺料,只需要做到:
PoVact>=PoV, WipVact>=WipV
总结,
有效库存是产品正常生产的基础,仓库方面只需做好收发存,避免错料及混料即可。库存控制的关键是做好物料计划与质量管控。而物料计划可通过“完全实现闭环MRP”的系统彻底解决。质量管控可从两个方面着手,采购物料的质量通过供应商的管理、督促及奖惩,帮助或协助供应商建立起“产品质量保证体系”,从而解决来料的质量问题。生产加工的质量问题可通过分析原因,从改进产品工艺、更换精度更高的自动化设备、或加强操作人员培训等,提高生产过程的能力,有的放矢的进行改进。
参考:
PoVact:采购物料实际合格率
PoV:供应商承诺的采购物料合格率,通常在供应商可供应物料清单中注明,值应小于等于100%
WipVact:加工件实际合格率(含需要外协加工的产品)
WipV:加工件预设的合格率,通常在 BOM中注明,也称为产出因子,值小于等于1
∑: 累加
BOM:产品的物料构成清单
以上所述关于闭环MRP的内容已经在“助友运作支持系统“中进行验证,助友运作支持系统可在珠海市助友软件开发有限公司的官网(
http://www.zhuu.net )下载。
参考文献:无
作者:张国华,手机:13326616985(微信),邮箱:
380163163@QQ.COM
单位:珠海市助友软件开发有限公司
邮编:519015
注1:以上计算的“呆滞物料”,没有考虑后续订单的物料重复利用情况,闭环MRP计算时首先消耗这些“呆滞物料”
注2:本文已投稿北京大学发行的《企业管理杂志》,切勿转发!违者必究。



 QQ客服
QQ客服 