大型制造企业 如何使用助友制造执行系统
发布时间:2023-07-12 11:05:37 人气: 来源:未知
大型制造企业具有人员多、物料多、订单多、业务量及数据量大等特点。
因为大型企业业务量比较大,系统上线不应影响业务正常进行,因此需要进行上线规划,按一定步骤实施,逐步推进,逐项落实,才能正常使用。
由于在物控方面助友制造执行系统已经做到“不出现计划原因的缺料及呆料”,在生产方面也已经实现自动生产排产(APS),并通过内置MES对生产进行管控,这一切的基础是“MRP100%准确”。MRP准确带来的益处还不止如此,体现在“系统实施”上,就是实施过程“变得”非常简单。
实施过程简单,并不代表可以“随意”!强烈建议大型制造企业按以下步骤逐步推进。除非有特别说明,否则在前一项工作没有完成的情况下,不要进行下一步工作。若“贪图省事”,往往会“欲速而不达”,或半途而废的结果,从而需要“推倒重来”。
一、准备工作
1. 清空助友制造执行系统,(基础信息-系统维护-系统参数,系统日常维护页面,点“清空系统运行数据”按钮,不可恢复,慎用,使用前应备份数据库
2. 物料编码规则设置,物料编码=物料大类+物料中类+物料小类+顺序号。物料类别的位数在系统参数里设置,大类长度103027、中类103028、小类103029,可变位数长度103031,推荐使用1-2-2-3,8位自动编码,若企业原来有物料编码,则原来物料编码建议放在图号栏内,这样方便查找。
3. 其它参数设置请参考软件安装包中的“文档B”
二、录入或导入基础资料
1. 建立物料类别。
1.1重要性:物料类别相当于盖楼前打的“地桩”,地桩的质量、数量及布局,决定了“楼”的高度及质量。相对的,物料类别设置的“优劣”,可以占助友制造执行系统成功的50%,
1.2责任人员:因为物料的管理部门是“仓库”,是仓库负责收发、存储及管护。而且仓库中的物料肯定是进行了“良好分类”的。所以建立物料类别最合适人员,就是资深的仓库管理人员
1.3建立的依据及顺序:
1.3.1自己企业仓库中的物料分类:
1.3.2首先要区分小类,小类是不能再进行分类的类别,通常一个小类只包括几种,最多几十种物料,若小类中的物料超过100种,分类通常就是不合格的(这相当于在一根地桩上盖很高的楼!结果会如何?)
1.3.3多个相近的小类组成中类,
1.3.4多个相关的中类组成大类
1.3.5根据前面确定的大、中、小类别的长度,分别给每种类别编码
1.3.6物料类别设计好后,需要征求公司领导,及工程研发部门意见,请其补充未来可能增加的产品及物料类别。
1.3.7.在助友制造执行系统中,录入物料类别信息
2. 录入,或导入物料信息
2.1前提条件:物料类别已经建立,且不再更改(但以后是可以增加的,因此物料类别应留有一定的扩展空间)
2.2执行人员:仓管人员
2.3导入依据:按小类别分别盘点仓库,得到每个小类别的物料信息,并补充当前库存没有,但也是需要使用的物料数据。
2.4执行导入:在助友制造执行系统中,按物料的小类别,依次导入该类别的物料数据
2.5后期有新的物料,可以录入到对应的小类别中
3. 建立其它基础资料,包括产品BOM及工艺、设备、设备工艺、部门及权限等,请参照软件安装包中的“文档B”
三、产品试运行
1. 目的:产品试运行的目的比较单一,就是检验产品BOM是否正确(试运行不应该用于检验软件是否合适!检验软件的工作应该在购买之前完成),对于购买生产增强型的企业,可以通过设置系统的参数(如何设置,请参考软件包装的文档B),选择测试少量产品的工艺路线(产品工艺路线可以用人工复核的方式,这样更高效)。
2. 规模:按一定顺序,每次运行不超过10个产品。因为大型制造企业往往有非常多的产品,对应的产品BOM非常多,而产品之间共用物料也非常多,如果一次运行太多的产品,很难确定是哪个产品BOM有问题。
3. 人员:生产、及仓库人员
4. 过程:
4.1清空库存(如何清空,请参考文档B)
4.2按一定顺序,在销售订单准备模块,导入10个产品,为方便下级物料验证,每个产品的订单数量最好有一定规律,导入的订单类型选择“标准订单”,直到全部产品验证完成
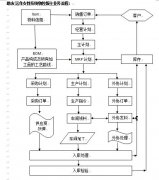
4.3依次执行:审核审批、进行经营计划、主计划、MRP计划
4.4MRP运算结果下发后,依次执行采购、生产及外协,进行有关的入库及出库,直到“销售订单发货”
4.5问题分析,
4.5.1MRP结果是否提示“没有BOM”,
4.5.2采购物料能否下发?(不能下发说明没有定义供应商,或没有设置分配比例)
4.5.3外协产品能否下发?(与采购物料设置相同)
4.5.4每个产品的零部件物料是否与实际需要相符?
4.6填写问题报告
4.7提交问题报告,让有关人员完善
4.8返回4.1,继续下一个组产品,直到全部完成
5. 注意事项:
5.1试运行的好坏,决定了后续使用的结果,不能省略,否则就会“欲速而不达”
5.2前面的所有步骤,同时需要的人员数量不需要超过3人
四、企业试运行
1. 目的:
1.1确定系统中的“部门”是否合理,系统中的部门代表“角色”,与企业的实际部门是有区别的。
1.2确定每个“部门”的模块权限是否合理(是否有多余权限,是否应该有的权限没有)
1.3确定每个系统操作者的部门及岗位设置是否合理
1.4确定产品数据在系统中是否全部被合理处理
2. 人员:全体操作人员
3. 过程:通过运行少量产品(不要超过5个产品,目的不同),进行验证及调整
4. 时间:3天左右即可
5. 验收:录入、或导入一个产品,每个操作者按流程依次处理,与实际物流一致即达到目的
五、正式运行
1. 目的:
2. 人员:全体操作人员
3. 顺序:
3.1清空系统执行数据
3.2盘点在制品,导入系统,确认。若已经领料,则通过例外入库补充库存,然后领出.
3.3导入已经下达的采购订单,确认。
3.4盘点库存,使用例外入库导入系统
3.5导入销售订单、或销售计划,
3.6设置系统参数302012,设置运行MRP最多运行的小时数(因大型企业产品非常多,刚开始使用时MRP需要大量的计算,设置后每次只计算部分物料,这些物料发放执行后,在之后的MRP计算量将大幅减少)
3.7销售订单或计划经批准后执行MRP
3.8发放MRP给出的物料需求,执行
3.9跑MRP后的开始几天,因为MRP只是计算了部分物料,计划人员应监控销售订单,根据系统提供的计划查询功能,“ITEM库存及在制”查询,检查最近要交货产品的物料情况,如有必要,使用手工录入,或导入功能补充数据(包括生产指令,采购需求,外协指令),尽量避免影响业务正常运转。
3.10开始使用后,应每天下班后,设置执行MRP,让其跑出需求,执行。(尽量避免越过MRP,直接手工下达计划及订单,除非有上一条的情况)
六、后续工作,若使用的是生产增强型
1. 确认每个产品的工序及工艺路线,物控流程正常后,若产品工序都已经设置,并检查通过(通常是工程技术人员设置工艺路线,然后由生产人员,如生产调度检查工艺路线的合理性,并进行每个产品的书面确认!)
2. 确认每个工序有合适的设备进行加工
3. 设置车间的工作日历
4. 在适当的时间,设置系统的参数302045,开始走生产排产等流程。
5. 继续,坚持一段时间,员工熟悉系统后效率就会显现了。



 QQ客服
QQ客服 