制造业是我国的支柱产业。制造企业竞争的关键是生产满足客户需求的产品。这有两个方面,一方面要深刻理解客户需求,透析客户的痛点与期望。另一方面,在产品的研发、交付、成本控制及质量等方面,有足够的竞争力。
助友系统内置LTC子系统(LTC,从线索到回款),可以帮助销售人员挖掘客户痛点及期望,从而获得销售线索,达成销售订单。
系统内置PDM功能(PDM,产品数据管理),可以帮助研发人员把研发成果用“数字化”方式表达出来,并为后续的物料计划及生产安排提供前提条件。内置“闭环MRP”功能,让多品种、小批量的物料计划变得简单、高效,并从系统角度杜绝了“计划原因的缺料及呆料”。内置“自动生产排产APS、制造执行MES及工序过程质量控制SPC”等,让企业在成本管控,交期及质量方面获得竞争优势。
一、解决客户需求问题
通过助友系统的LTC,经过下面所述工作,达成销售合同,解决需求问题。
-
与客户沟通,了解客户的痛点及期望
-
若客户有潜在购买意愿,且所在公司有参与可能,则生成“线索”
-
若客户进入购买流程,有明确资金计划,则形成“机会点”
-
通过买卖点匹配、价值分析及客户引导,与客户达成“合同”
-
通过合同的实施及回款管理,达成销售目标。
二、解决计划问题
制造企业的计划相当于“盖楼时的图纸”,更具体的比喻可以是“砌墙时拉的基准线”,如果基准线拉歪了,墙如何砌都不会满足要求的!同理计划是业务执行的参照系,也是管理及监控的依据。但两者又有所不同,盖楼的图纸在主管部门备案后通常就不允许改变了,但制造企业的计划却需要根据销售订单及执行情况的变化,进行必要的调整。
通常制造企业有多个产品,每个产品包含一种以上的零部件,及一种以上的原材料。我们假设某企业生产10种产品,每个产品包含10种零部件及原材料,每天接收10个产品的订单,每个产品平均在制时间3天,每天平均有30个在制产品。另外,客户订单也是变化的,新的订单不断到来,以前的订单需求数量可能增减或取消,等等。
制造企业的计划需要适应这种变化,不断在新的状态下取得平衡。如同登山,或上楼走的阶梯,阶梯之间的高度是不同的,每一层阶梯都是针对当前高度,但每一个阶梯都是“平”的。
随着社会的发展,与制造企业物料计划有关的技术先后经历了“订货点法”、“简单MRP”、“闭环MRP”、“MRPII”、“ERP”等几个阶段,现在软件市场上有很多品牌的“ERP”,但很少见到完全解决物料计划的,绝大多数需要员工借助“EXCEL”手工计算物料。这不但增加了额外的工作,还由于员工信息的局限性,导致缺料及呆料不可避免。
这些“ERP”之所以计算不准确,是因为这些“ERP”没有“MRP”功能,或只实现了“简单MRP”逻辑,没有实现“闭环MRP"。由于“简单MRP”计算时不考虑“在途及在制数据”,计算结果只能作为参考,需要计划人员去收集在途及在制数据并分析。这对计划人员的要求不是一般的高!
鉴于“闭环MRP”的重要性,珠海助友才肯花大力气,用10年多的时间彻底实现了“闭环MRP”,从而让《助友系统》的物料计算做到了100%准确,不需人工干预即可做到“无计划原因的缺料及新增呆料”。换一种说法,就是在使用该系统后,企业的计划员可以不再关注库存,只需要督促业务部门完成系统给出的计划,即可满足企业要求。
三、关于执行
执行的前提是有“合理的、满足需要的计划”,这也可以看出“闭环MRP”的重要性。(如果MRP不能保证正确性,就只能依赖“管理咨询,流程再造”!换一种说法就是“用人把关”。系统能否正常运行依赖这些“关键岗位”的员工能否超常发挥。)
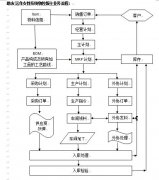
1.采购方面:我们假设使用的是已经实现闭环MRP的系统,比如《助友系统》,开始使用时需要把供应商、供应商可供应的物料录入或导入系统中,然后设置分配比例(同一物料有两家以上供应商的情况)。之后采购部门的工作就是把系统生成的采购订单发给供应商,并督促供应商按期保质保量的交货,以及后续的付款协调。
2. 生产方面: 生产比较复杂,因为产能是有限的,这就涉及到排产,排产之后还需要执行,这涉及到与设备的对接。
2.1 生产排产,与采购类似,生产排产的前提也是要有准确的生产计划,否则就失去了排产的意义,这里我们就不多述了。生产排产有两种思路,一种是逐个订单的横向排,适合手工排产;另一种就是按照“闭环MRP”给出的生产计划,由系统自动进行排产。
A.按订单排产,就是根据产品的BOM,从零件到产品逐级安排。优点是简单,容易理解。缺点就是资源提前占用,一旦有个风吹草动,提前占用的产能就都浪费了。
B.按生产计划排产,根据“闭环MRP”给出的生产计划,及物料齐套情况进行排产。换一种说法,就是按产品BOM的层次,一层一层的安排生产(某产品是否安排生产,决定于下级物料是否齐套,只有下级物料全部准备好,才安排生产)。优点是排产结果总是可以执行的,设备效率高。缺点则是在最终产品排产前,无法完全确定产品什么时候可以完工。需要配合产能负荷分析及调整。

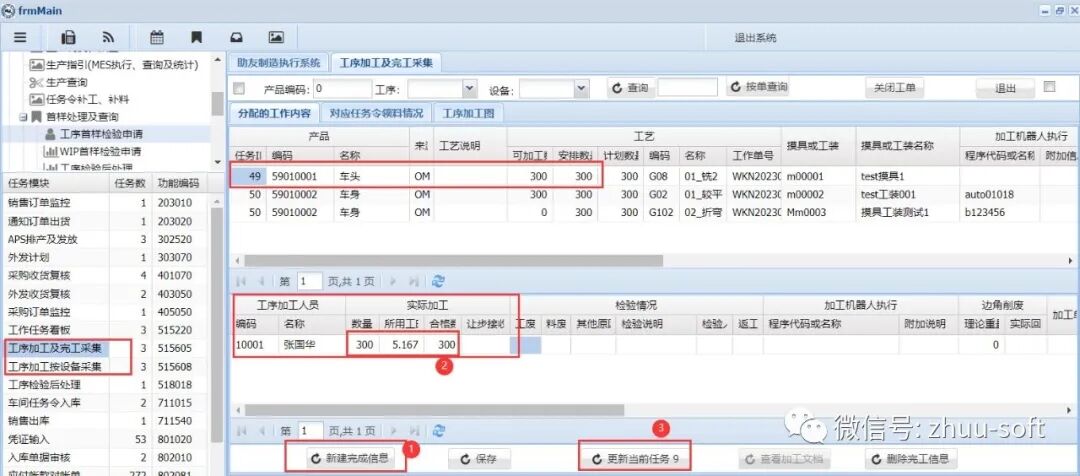
2.2 制造执行,我们以《助友系统》为例,看一下生产任务是如何执行的
A.普通设备,员工按排产顺序,操作设备依次执行加工任务,完成加工的数量通过手工录入系统中,从而让下一个工序可执行。若某工序需要首检,则只有首检通过后才能录入完工数量;若需要工序完工检验,则只有通过完工检验,后续工序才可加工(工序检验结果自动生成SPC统计控制图,可作为工序管控及改进的依据)。
 B.智能设备(自动化设备),若《助友系统》安装在局域网内,则满足加工要求的任务,可以通过IP及指定端口发送到有关的“上位机”,上位机指挥设备依次执行,并汇报完工数量及设备状态。系统根据当前工序完工的数量,安排下一个工序的加工。某加工件所有工序加工完成后,则指示仓库接收。
B.智能设备(自动化设备),若《助友系统》安装在局域网内,则满足加工要求的任务,可以通过IP及指定端口发送到有关的“上位机”,上位机指挥设备依次执行,并汇报完工数量及设备状态。系统根据当前工序完工的数量,安排下一个工序的加工。某加工件所有工序加工完成后,则指示仓库接收。
三、如何管理及监控
因为业务有可能没有按预期的路径发展,所以需要管理及监控。管理的前提是需要有一个基准,也就是执行的标准,从而才能分辨出是否出现异常。从这一点也可看出“闭环MRP”及“生产排产”的意义。闭环MRP给出了物料(包括需加工的产品)需求的数量,而生产排产则给出了某加工件需要完工的时间。
《助友系统》除为管理人员提供了近百个业务分析模块外,还为企业管理者配备了多个“管理驾驶舱”,方便公司老板及各个部门的管理者熟悉企业总体,或某一方面业务的状况。对于车间管理者,则专门提供了车间数据大屏,方便现场监控。
助友公司官网:http://www.zhuu.net
助友系统登录:http://122.114.52.196:8080 ,已开放试用



 QQ客服
QQ客服 