对于生产企业的管理,当前世界公认ERP是最好的解决方式,但ERP也鱼龙混杂,很多ERP是“财务+进销存”,而包含物控及生产的ERP又往往过于复杂,传统上需要专业的实施人员,并需经过长期的准备,才有可能正常使用。
但现代企业面对非常大的竞争压力,很难让企业静下心来用几个月,或几年的时间去实施ERP,这就导致了大量的失败案例。
不同的是,助友制造执行系统在设计之初就考虑到了这方面的问题。
助友制造执行系统在提供物料控制、排产、质量控制、追溯等强大功能的同时,其使用确非常简单,用户评价:“比WORD简单,比EXCEL简单!”。
下面是我们以齿轮生产企业为例,讲解机械配件企业使用过程(注意,因助友制造执行系统涉及多个方面,这个案例只涉及与“物料控制、生产排产”有关的内容,是助友制造执行系统正常运行需要做的最少工作。品质管理等其他内容可以在正常使用后逐步启用)
案例:机械配件生产企业使用助友制造执行系统的全过程描述(以齿轮生产为例,助友制造执行系统可以在
http://www.zhuu.net 下载)
1.分析齿轮生产企业的产品资料及工艺资料
1.1产品结构分析
根据企业提供的产品及工艺资料,可以确定其中的一类齿轮产品“双联齿轮”的加工工艺过程大致要经过如下几个阶段:
1.1.1毛坯热处理
1.1.2 齿坯加工
1.1.3齿形加工
1.1.4齿端加工
1.1.5齿面热处理
1.1.6 精基准修正
1.1.7 齿形精加工
由于在齿轮加工过程中,需要在每个阶段都进行严格的质量控制,同时考虑到齿轮加工的过程并不是连续的这样一个事实,我们可以这样建立“双联齿轮”的产品结构(BOM):
一个双联齿轮-----成品
一个“齿面热处理后”的双联齿轮半成品
一个“齿形齿端加工后”的双联齿轮半成品
一个“齿坯加工后”的双联齿轮半成品
一个“毛坯热处理后”的双联齿轮半成品
一个毛坯---------采购件
1.2产品工艺分析
根据企业提供的产品工艺资料,可以确定其产品工艺大概有几十种,包括正火、粗车、半粗车、精车、钳工去毛刺、滚齿、插齿、倒角、剃齿、螺纹、齿部高频淬火、推孔、珩齿、热处理、表面处理等,同一阶段不同产品的加工工艺基本相同,可以为每种类型的加工做成标准工艺路线
2.建立基本资料
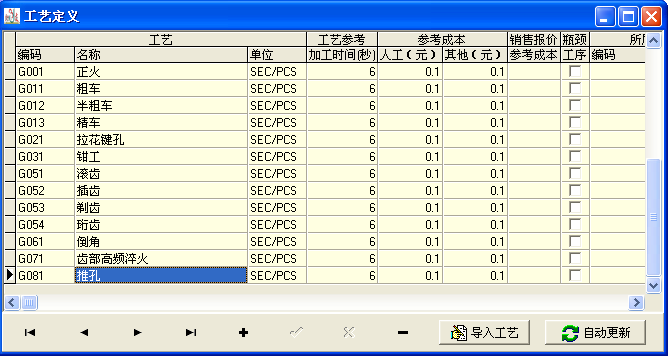
2.1建立工艺资料:(基础信息->基本资料->工艺定义)
2.2建立标准工艺(基础信息->基本资料->标准工艺)
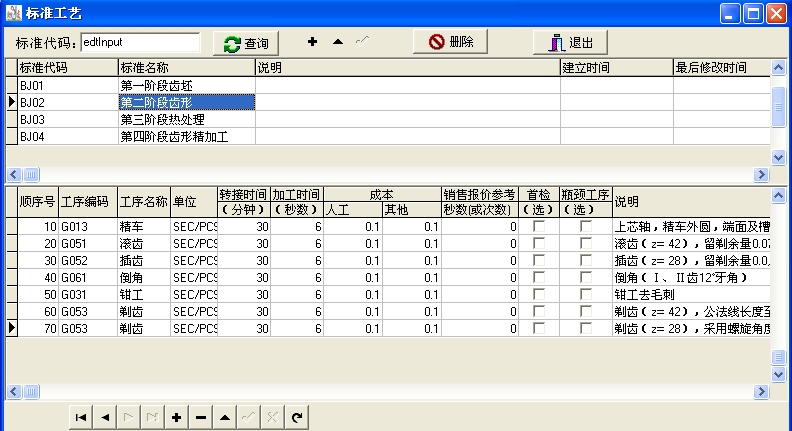
建立标准工艺的目的是简化后面的操作,可以随时补充,也可以从工程BOM导入标准工艺
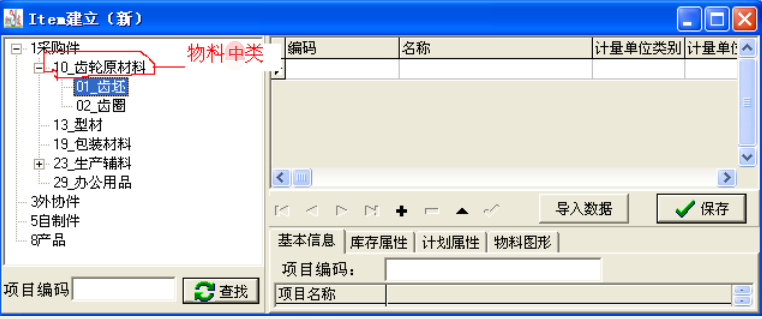
2.3建立物料类别(基础信息->Item信息->Item建立)
2.3.1首先我们要确定物料的编码结构,助友制造执行系统缺省的编码长度为8位,第1位是大类,第2、3位是中类,第4、5位为小类编码,最后的3位为顺序号,这样每一个小类中可以定义999种物料(如果不放心,可以修改系统设置的103031号功能,修改为4,则每个小类中可以定义近1万种物料)
2.3.2建立采购物料类别,由于齿轮企业的原材料基本是“齿坯”,另外由于在加工过程中有一定量的工具损耗,如进行车床加工时,车刀的损耗,我们把这部分损耗做为生产辅料,我们把助友制造执行系统采购物料大类下的中类“板材”修改为“齿轮原材料”,然后根据材质建立小类别:
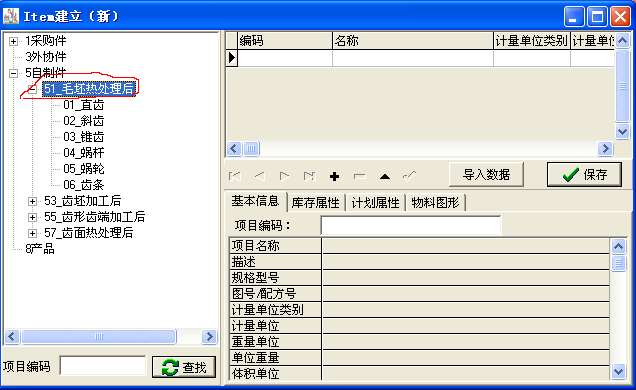
2.3.3建立自制半成品物料类别
根据企业提供的产品资料,我们初步确定在自制件大类下,建立四种半成品中类,每种中类下面又按齿轮类别分别建立小类如图所示(因只有部分产品资料,只供参考)
2.3.4同理建立产成品类别信息
小技巧:使用复制/粘贴建立类别信息会比较简捷。
2.4建立物料信息(基础信息->Item信息->Item建立)
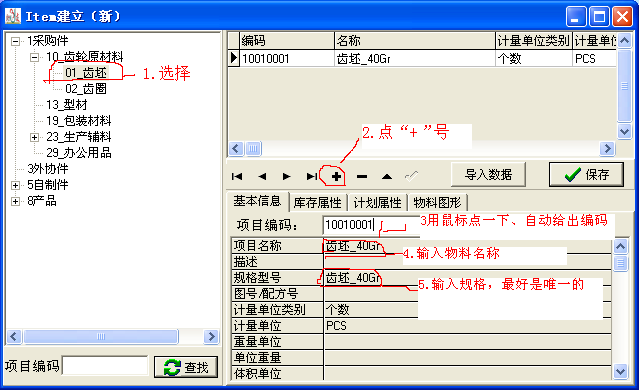
2.4.1.建立采购物料
2.4.1.1用鼠标点开“1采购件->10_齿轮原材料”,然后选择“01_齿坯”
2.4.1.2然后点击右面的“+”按钮
2.4.1.3这时系统自动给出了新的项目编码“10010001”
2.4.1.4点下面的项目名称,然后输入“齿坯40Gr”
2.4.1.5在规格型号处,输入“齿坯40Gr”
(这里应输入具体的规格型号)
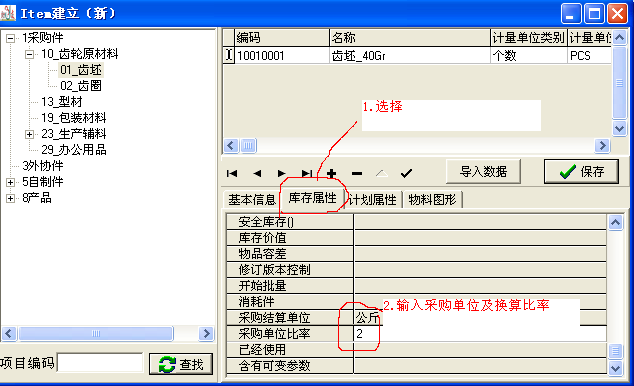
2.4.1.6设置采购单位及换算比例,假设一个10010001的齿坯,重是2公斤,选择库存属性,在“采购结算单位”,输入“公斤”,在“采购单位比率”处输入“2”
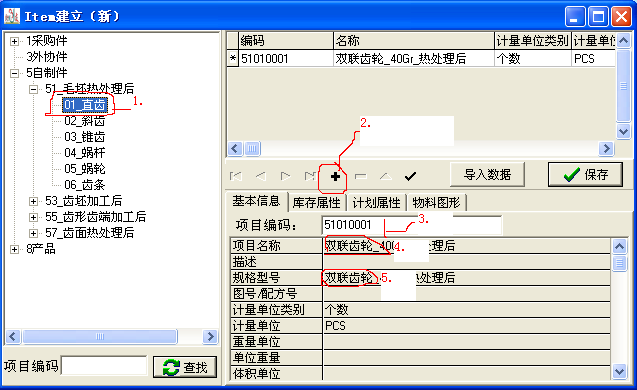
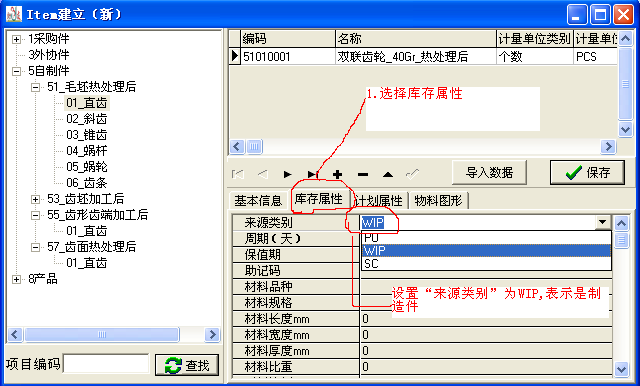
2.4.2建立半成品物料
2.4.2.1用鼠标点开“5自制件->51_毛坯热处理后”,然后选择“01_直齿”
2.4.2.2然后点击右面的“+”按钮
2.4.2.3这时系统自动给出了新的项目编码“51010001”
2.4.2.4点下面的项目名称,然后输入“双联齿轮_40Gr_热处理后”
2.4.2.5在规格型号处,输入“双联齿轮_40Gr_热处理后”
2.4.2.6选择“库存属性->来源类别”,选择“WIP”,表示这是一个自制件,
同理,选择“53——齿坯加工后”的“01_直齿”,建立自制件53010001,
选择“55——齿坯加工后”的“01_直齿”,建立自制件55010001,
选择“57——齿坯加工后”的“01_直齿”,建立自制件57010001,
保存数据
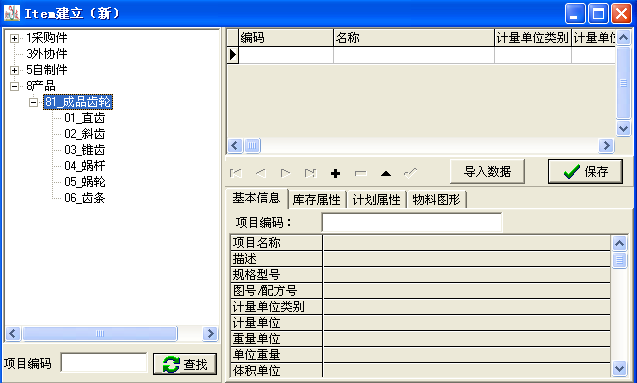
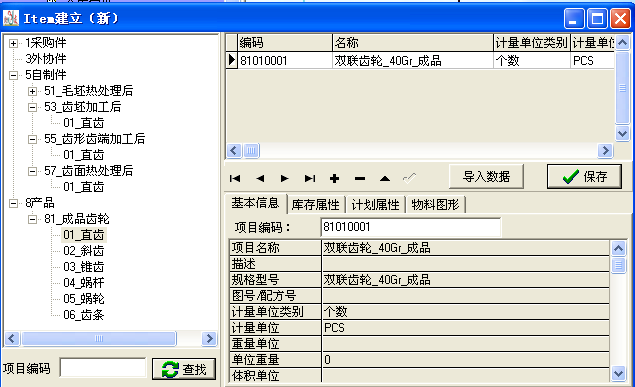
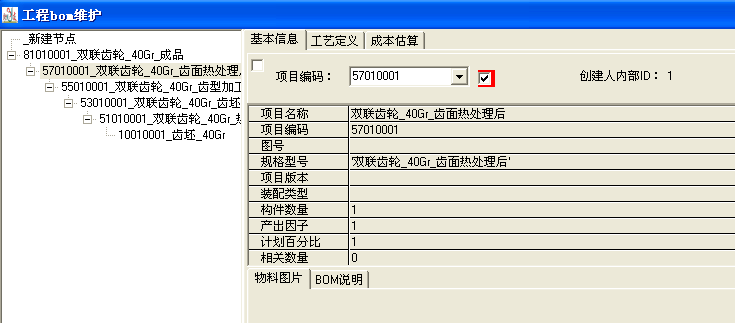
2.4.3建立产成品物料数据
2.4.3.1用鼠标点开“8产品->81_成品齿轮”,然后选择“01_直齿”
2.4.3.2然后点击右面的“+”按钮
2.4.3.3再用鼠标点“项目编码” 框,这时系统自动给出了新的项目编码“81010001”
2.4.3.4点下面的项目名称,然后输入“双联齿轮_40Gr_成品”
2.4.3.5在规格型号处,输入“双联齿轮双联齿轮_40Gr_成品”
2.4.3.6选择“库存属性->来源类别”,选择“WIP”,表示这是一个自制件,
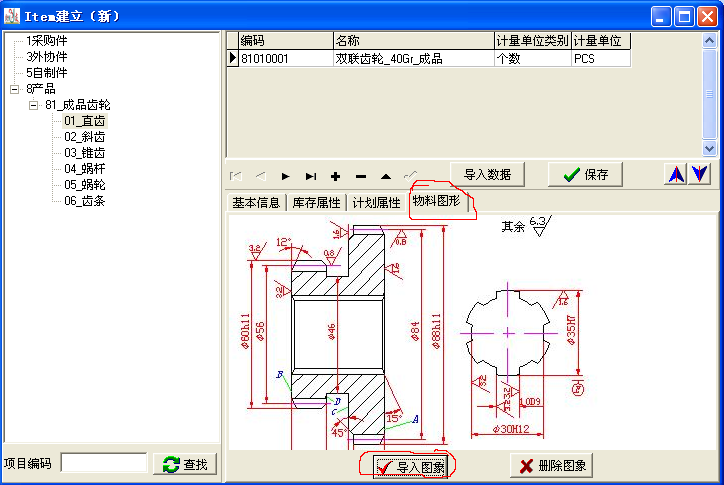
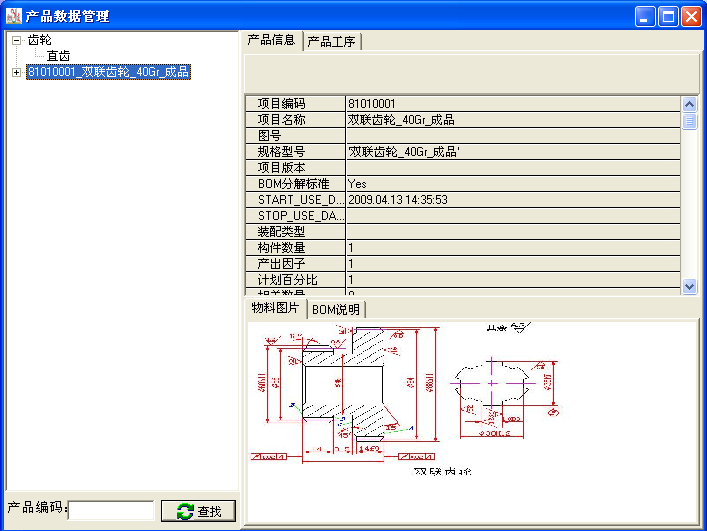
2.4.3.6 为这个产品附加一张图片,选择“物料图片”,然后点“导入图象”:
2.5建立产品结构数据(BOM)
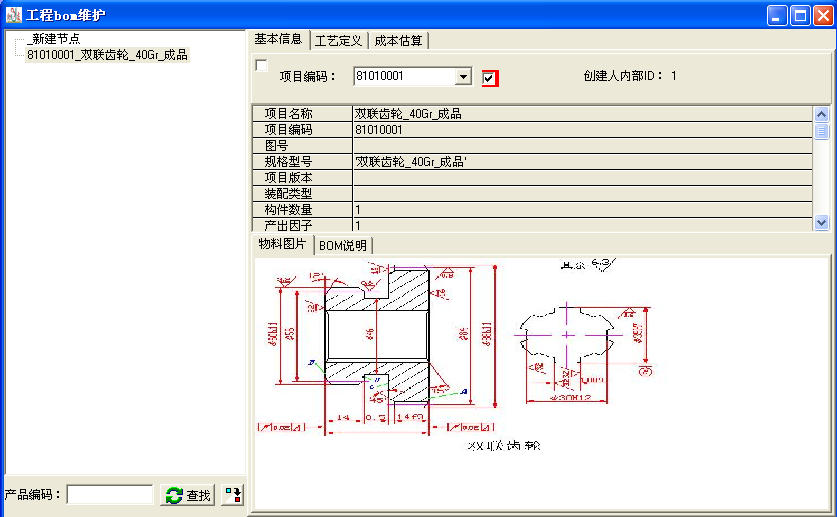
2.5.1在工程BOM中建立BOM(基础信息->工程管理->工程BOM)
2.5.1.1在左面选择一个根节点,然后按鼠标右键,选择“新建”
2.5.1.2在弹出的窗口中选择“同级节点”,然后选择“OK”
2.5.1.3这时出现了一个“新项目,请确定项目编码”,选择这个“新项目”,然后选择右面的“项目编码”下拉框(如果不可选,点一下红色的方框)
2.5.1.4找到编码81010001,然后选择:
2.5.1.5再次选择左面的这个81010001节点,点鼠标右键,然后选择“新建”,这次在弹出的窗口中选择“下级节点”,
2.5.1.6 这次设置这个“新项目”的编码为51010001
2.5.1.7依此建立其它节点,结果如下图所示:
2.5.2建立产品各部件之间的数量关系
2.5.2.1由于此“双联齿轮”是由一个齿坯经过一系列加工得到,各个部件间的构成是1:1,因此,在每个产品节点的构件数量中分别添入1:(缺省就是1,不用修改)
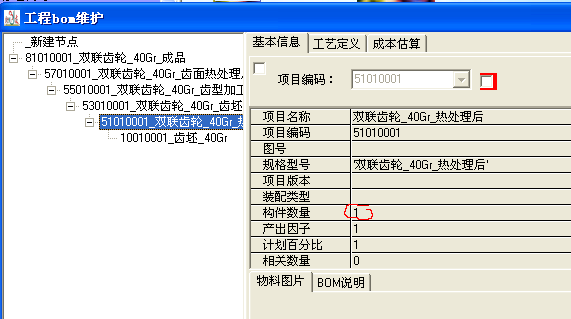
有关产品因子,计划百分比等的概念,请参考联机帮助(按F1键打开)的说明
2.5.3为制造件建立工艺路线
2.5.3.1打开工程BOM,选择刚建立的51010001螺柱,这时右面显示了“工艺定义”页面
2.5.3.2选择“工艺定义”
2.5.3.3选择标准定义下拉框,选一个合适的标准工艺(也可手工定义工艺)
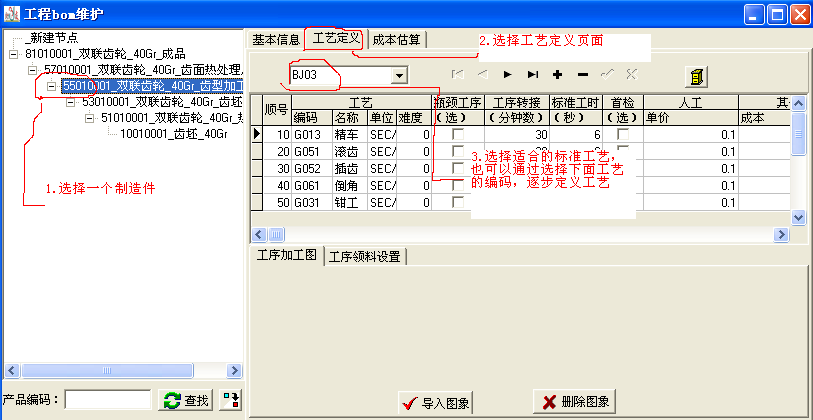
2.5.3.4设置工艺参数
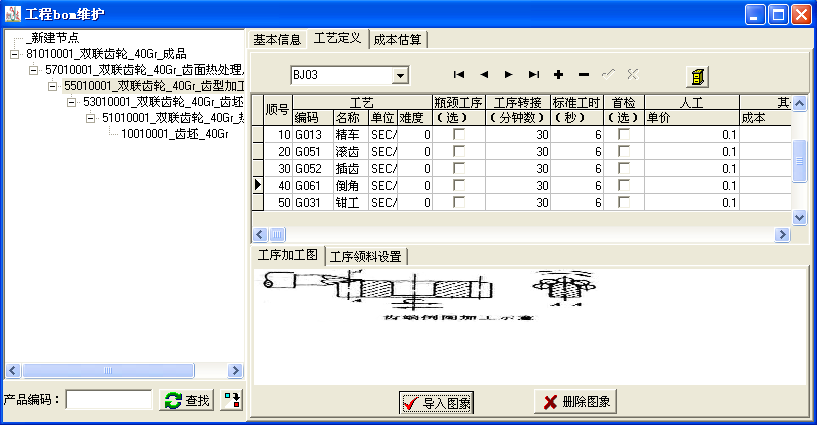
2.5.3.5为某些工艺设置一个加工说明图片
2.5.3.6同上,分别为81010001、57010001、55010001、53010001、51010001设置加工工艺
至此特定产品的BOM结构及工艺路线已经建好,下面需要转成产品BOM
2.5.4工程BOM转产品BOM
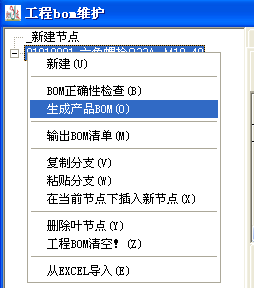
2.5.4.1用鼠标选择81010001,然后点右键,在弹出的菜单中选择“生成产品BOM”
2.5.4.2系统自动检查产品的数据,如果没有问题,则会把相应产品数据复制到产品BOM中
2.5.4.3打开产品BOM(基础信息->工程管理->产品数据管理)
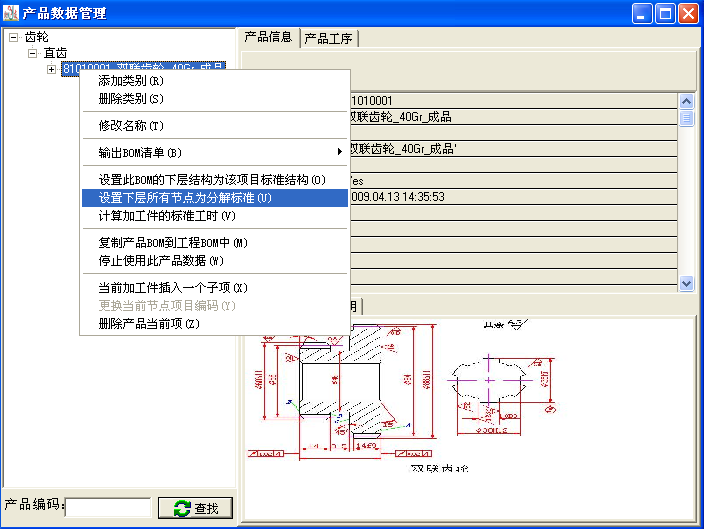
2.5.4.4这时把新转过来的产品拖放到一个合适的类别中
2.5.4.5然后再次选择这个产品,点鼠标“右键”,选择“设置下级所有节点为分解标准”
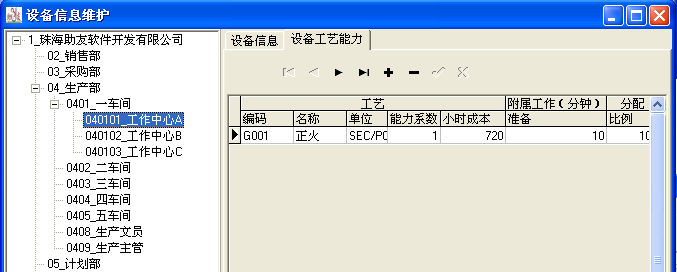
2.6定义设备及指定设备工艺
2.6.1定义设备
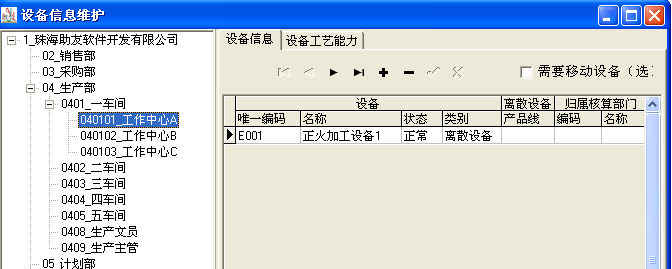
2.6.2定义设备可加工的工艺:
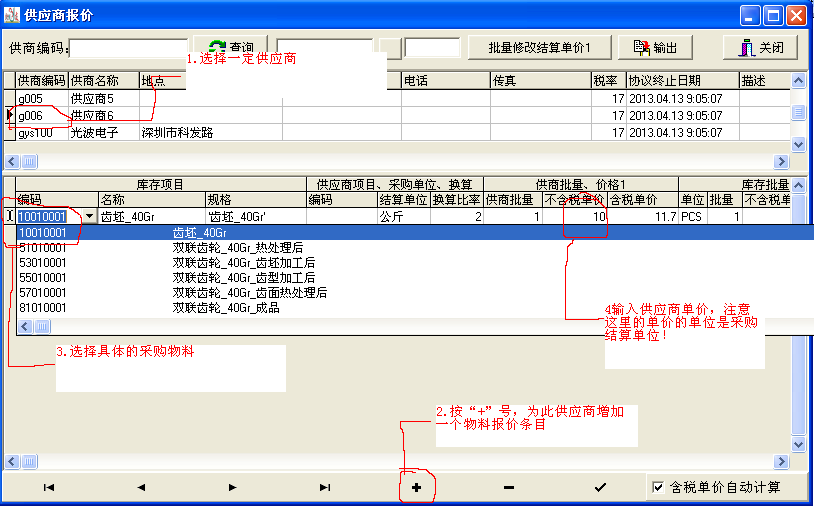
2.7为采购物料指定供应商
2.7.1报价(采购管理->基础信息->供应商报价)
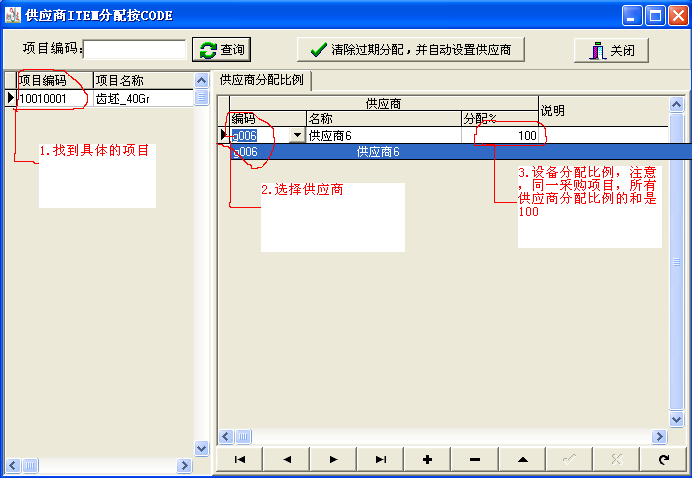
2.7.2设置分配比例(采购管理->基础信息->供应商ITEM分配比例)
3.运行系统
3.1录入销售订单,订单量为1000PCS的81010001,如图:
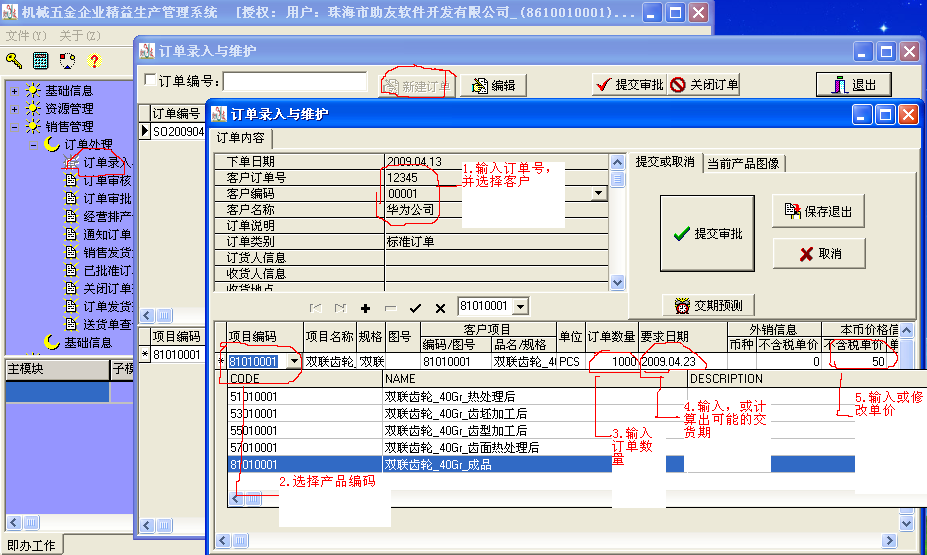
3.2录入订单后,选择“提交审批”,然后退出“订单录入与维护”界面,这时系统如图:
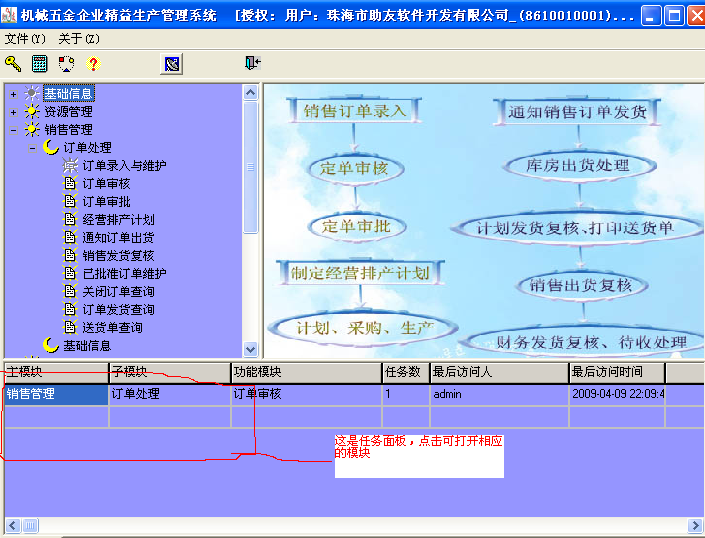
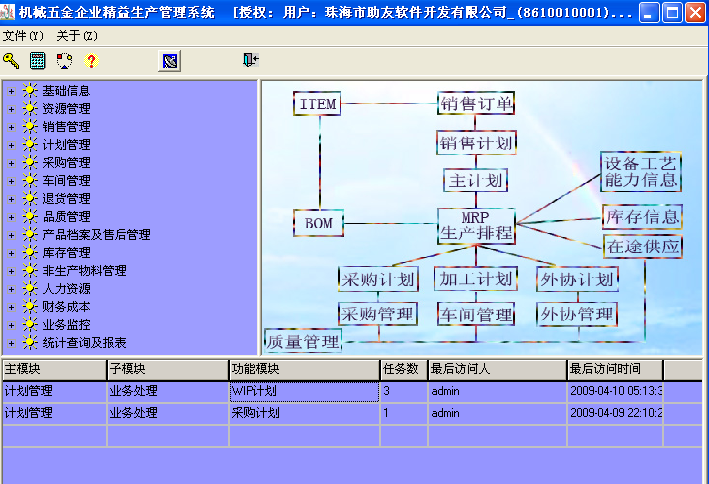
3.3根据系统“任务面板”提示,分别进行销售审核、销售审批、经营计划、主计划、
MRP计划,在进行MRP计算后得到如下结果:

3.4接着进行“APS优化排程”,排程后执行“生成执行计划”,这时系统主界面的任务面板会有二个任务提示,如图:
说明:正常的情况应该有三个任务提示,因为我们这个产品没有设置外协件,因此就没有外协任务提示。
3.5先执行采购任务,把需要的原材料买回来。
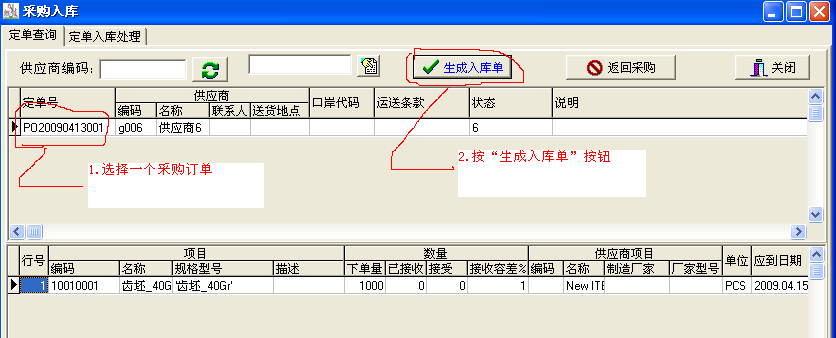
3.5.1依次执行采购计划、采购ITEM预审、采购订单维护、采购订单审核、采购订单审批、采购订单打印(实际可能要发给供应商,并进行跟单、催货)、通知库房收货、库房根据采购订单进行收货处理:
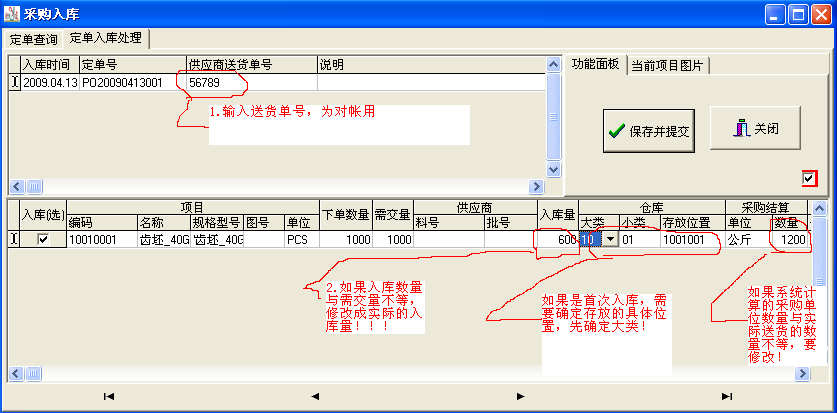
3.5.2对生成的入库单进行处理,处理完成后“保存并提交”:
3.6执行生产加工有关的任务
3.6.1选择任务面板上的“WIP任务”,进行下面处理:

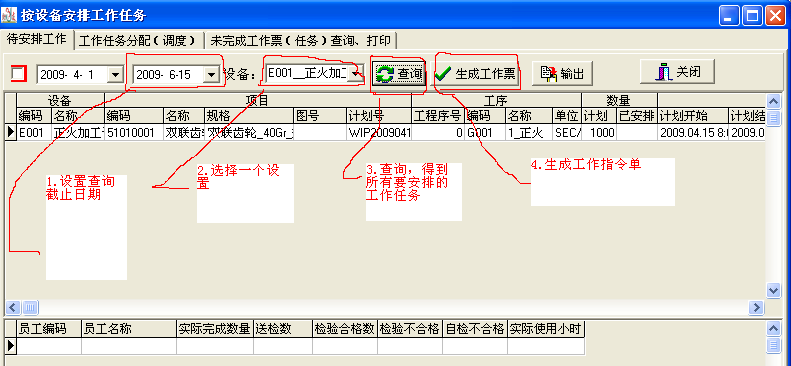
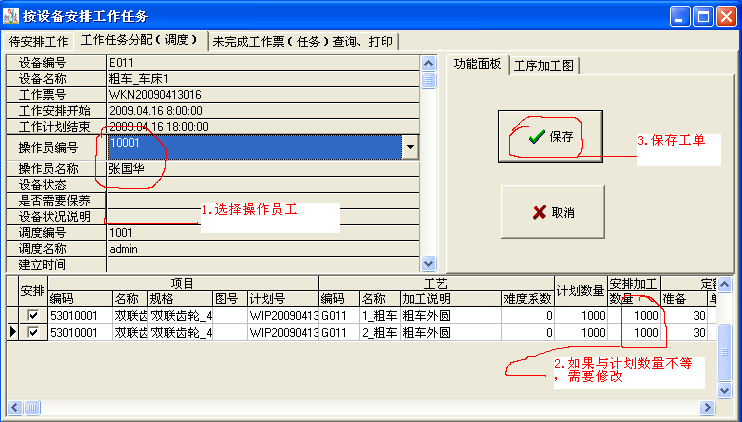
3.6.2依次执行任务令维护、任务令审批、任务令确认、按设备安排工作任务,如图所示:
3.6.3 对生成的工票进行处理,然后保存
所有的工作任务都分配完成后,我们就可以进行任务领领料处理了
3.6.4进入任务面板提示的“车间任务令出库”模块,如图所示:
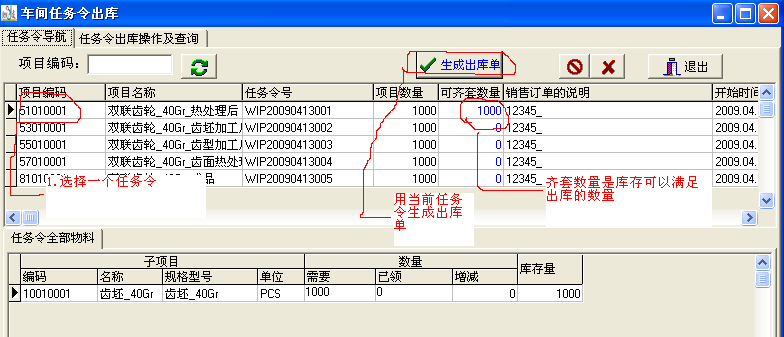
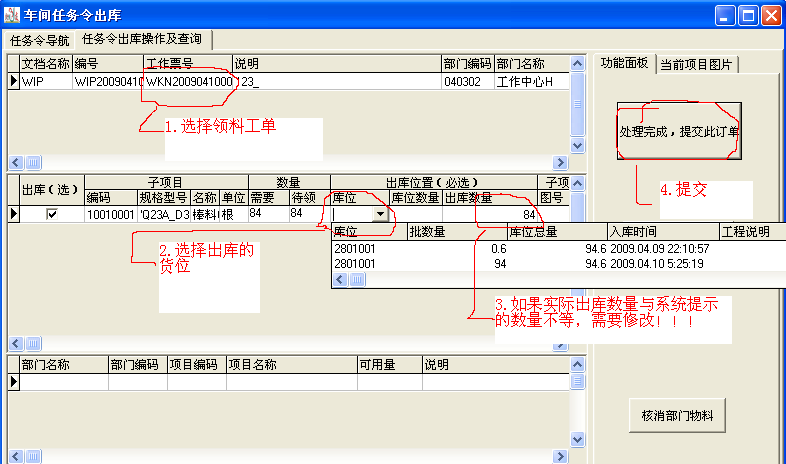
3.6.5对生成的任务令领料单进行处理
3.6.6领料以后,企业进行实际的加工处理,
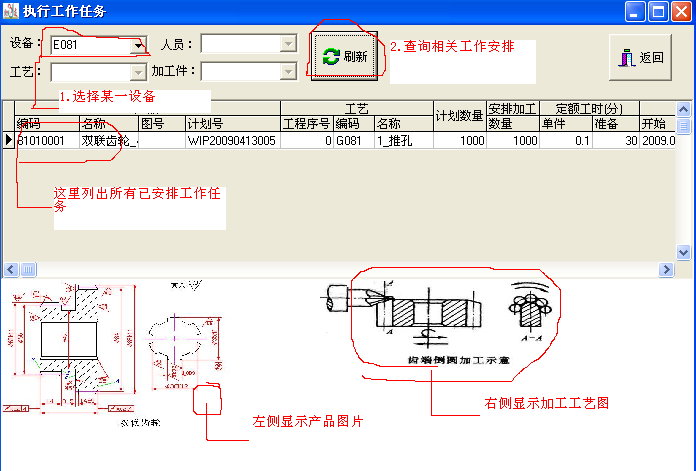
3.6.7企业可以查询某一设备的工作安排(工作看板,每10分钟刷新一次):
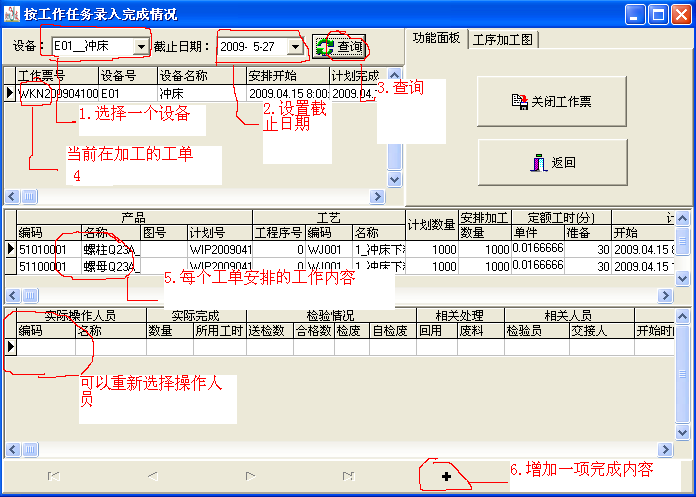
3.6.8如果需要计算员工的计件,或计时工资,则需要把完成情况录入系统:
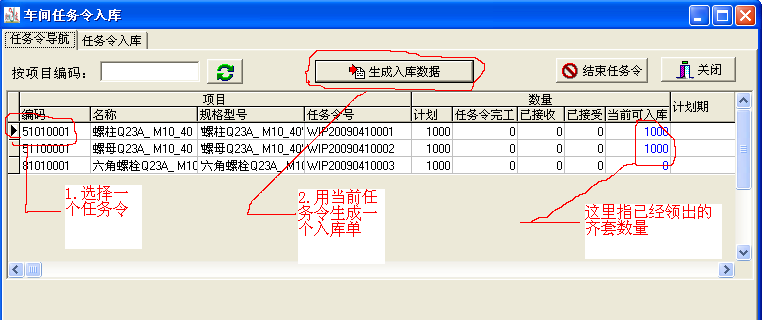
3.6.9当加工完成后要先入库,根据任务面板提示的“车间任务令入库”,进入相应模块,处理如下:
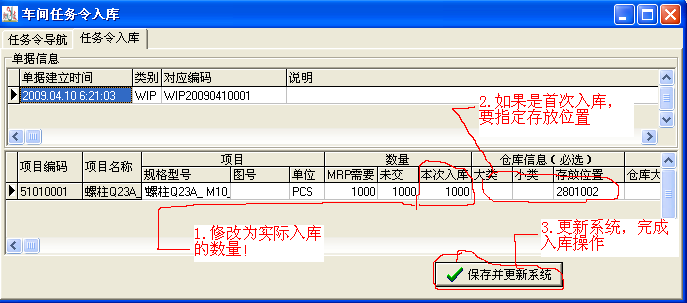
3.6.10对生成的入库单处理如下:
3.6.11继续处理,根据任务面板提示,依次进行53010001、55010001、57010001及8101001出库、入库处理。
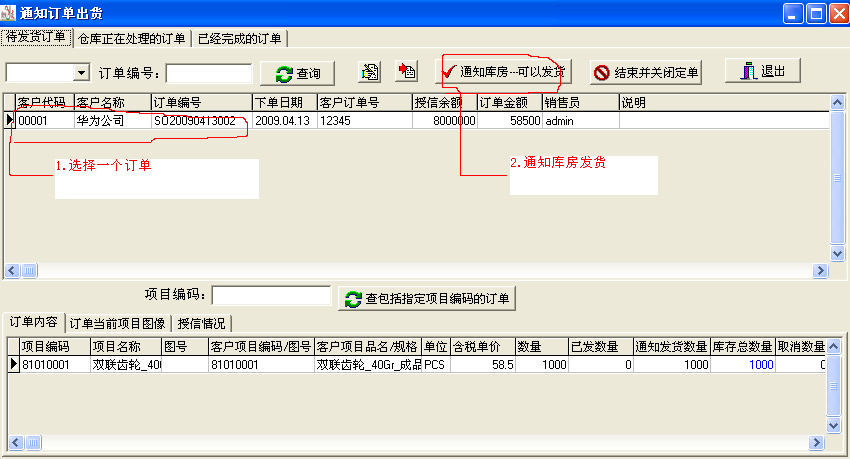
3.6.12根据任务面板提示的“通知订单出库”,进行如下处理:
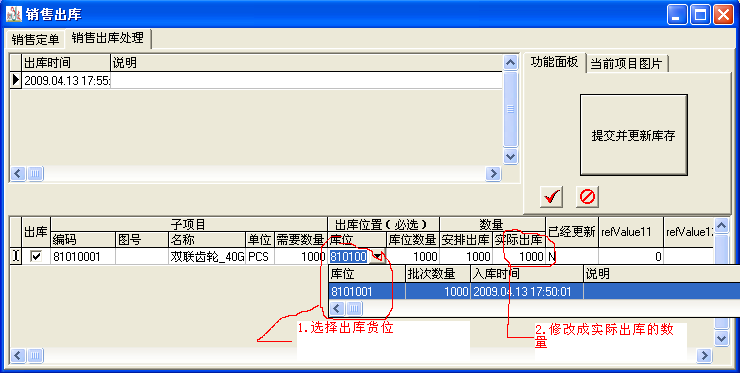
3.6.13根据任务面板提示的“销售出库”,进行如下处理:

3.6.14对生成的出库单进行处理:
3.6.15根据任务面板提示,录入任务令的完成情况,处理复核流程,打印送货单等,直到全部生成了会计凭证:
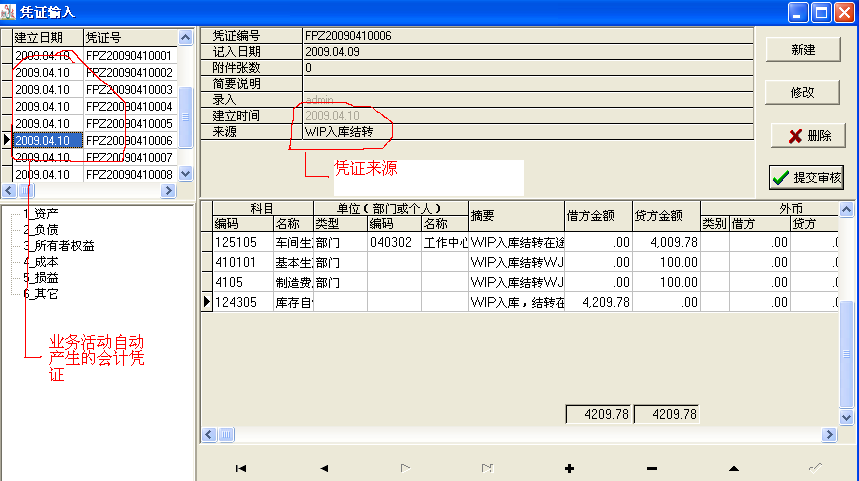
可以对凭证进行审批,然后入帐,系统此次运行完毕。
说明:
A. 正式使用时,要根据自己产品特点建立产品类别,可以使用EXCEL准备数据,然后按小类别分别导入到系统中
B. 本案例没有涉及到外协,实际业务中,可以在物料类别中,专门建立外协类别,建立外协件,(在库存属性的来源设置成“SC”),每个外协件都需要设置外协商、并设置分配比例(与采购件的处理相同),可以试一下把55010001设置为外协,然后给它设置一个供应商,再重新跑系统,体会一下外协的处理流程
C. 本案例只是模拟,省略了很多内容,仅供参考
D.此案例是10年前的案例,系统界面及操作已经改变很多,只供参考。



 QQ客服
QQ客服 