助友制造执行系统可以为制造企业提供:
1.准确的采购及生产数据,企业根据这些数据进行采购及生产,不会出现计划原因的缺料及新增呆料。
2.与物控有关业务的支持工具,企业使用后可避免错料及混料。
3.生产自动排产(APS),生产工序可排到设备,企业安排生产有据可循,可有效避免窝工。
4.制造执行(MES)相关的工序完工采集,车间现场的生产指南,生产管理的依据。
5.生产过程质量控制(含SPC)工具,提供企业工序质量的控制及改进能力。
6.产品生产全过程追溯,可了解任何一款产品的每种物料的供应商,及供应批次,产品每个零部件的每道工序,加工人员,关键工序的质量检验数据等。
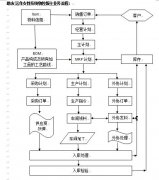
助友制造执行系统可以解决复杂机箱、机柜的物料控制,生产安排及质量控制问题。物料计划100%准确,正常使用后可实现“四不”,即“不缺、不呆、不错、不混”。而生产排产可排到设备,精确到分钟,极大的提高了企业生产的效率,可明显提高订单的履约率
一、系统设置
-
清空助友制造执行系统,(基础信息-系统维护-系统参数,系统日常维护页面,点“删除所有数据”按钮,不可恢复,慎用,使用前应备份数据库
-
取消交期预测(基础信息-系统维护-系统参数,201030,取消选择,开始时数据不全,预测不准,只有生产增强型,且已经正常运行后才有参考价值)
-
可见成本(基础信息-系统维护-系统参数,104001,选择。允许在制作BOM时显示成本,可用于快速报价,在基础资料修改后,要打开“财务成本-费用分摊-制造件标准成本计算”模块,执行“成本计算”后才有成本信息)
-
物料编码规则设置,物料编码=物料大类+物料中类+物料小类+顺序号。物料类别的位数在系统参数里设置,大类长度103027、中类103028、小类103029,可变位数长度103031,推荐使用1-2-2-3,8位自动编码
-
设置系统只走物控流程(基础信息-系统维护-系统参数,302045,选择。若本身就是物控型,可以不考虑)
-
设置系统走MRP(基础信息-系统维护-系统参数,302035,不选择)
-
设置生产领料出库时,自动生成的物料数量,其保留的小数位数,若必须是整件出库,则设置711901为0
-
设置入库检验的方式,若入库时已经进行了检验,入库时可以确定合格品(一级)及让步(二级)的数量。(基础信息-系统维护-系统参数,分别设置613050、613051、613052,选择),若企业实行“入库接收->检验->接受”的方式,则这几个参数不要选择,
若使用的是生产增强型,在物控正常后,建议使用工序检验的方式处理制造件,并设置613051为选择
某个物料需要入库检验,还需要在库存物料信息里的基本信息中,设置入库检验为Y
-
在生产增强型中,若某产品的生产是流水线型,可以在该产品的计划属性中设置“制造加工类别”为流水线型。当一个产品设置为流水线生产型,其所有工序只分配到一条流水线中的设备,若该流水线中没有处理某工艺的设备,则排产终止
-
在生产增强型中,某产品是离散型生产方式,则其工艺路线中的所有工序都只安排在离散型设备进行加工
系统参数控制着助友制造执行
系统的功能及流程,除非有明确需要,尽量不要修改,且要记录原来的值,及修改后的值
二、准备工作
1.通过对某通信机柜物料文档的分析,可得到原料、半成品及成品清单,并归纳出类别如下:
1_采购件
00_紧固件
10_螺钉、螺栓
十字槽弹平垫组合螺钉M3*8
20_螺母(具体的物料略,下同)
30_垫圈、垫片、插片
10_板材
10_电解板
20_冷轧板
30_纯铜板
50_铝板&铝排
60_锌板
70_环氧板
12_线材
10_铜母线
… …
5_半成品
10_机箱、机柜
10_骨架、机架、梁、围框
20_盖侧托档、安装、板
30_导轨组件
40_插框、框体、安装板组件
50_门组件
60_上、下围框
70_铜排、排
80_轴销、绝缘卡
90_交、直流组件
11_机箱、机柜2
00_固定座、防雷罩、加强筋
10_弯角、卡轨、压条
19_其它
90_其他
8_成品
10_通信机箱、机柜
10_AMS网络能源
W74C5ZA7空机柜
W94C5ZAX1空机柜
由于半成品非常多,类别也非常多,且复杂,这里不再列举,企业可参考助友制造执行系统中的类别,进行适当的补充完善
2.工艺分析
板金生产的特点是零部件多,每种零部件的加工工艺都不相同,产品复杂,因此要解决物料计划、生产排产及插单问题,这也是助友制造执行系统的强项
3.产品构成分析
a.一台通信机柜由几百个零部件组成
b.在几百个零部件中,至少有几十个是需要加工的,每个零部件具有单独的工艺路线,工艺路线各不相同,但很多零部件的工艺路线相似。
4.批量考虑
a.采购件有采购批量,车间有批量生产要求
5.质量检验方面
a.要求严格,具体检验内容企业可以在软件中增加,本例为了简单,没有涉及检验操作
三、建立物料类别及物料(基础信息->库存物料->库存物料信息(建立))
可初步设置物料类别为下图左方所示:
通过对机柜物料的分析,参考库存盘点表,建立物料类别如下:(鼠标点击类别标签,直接编辑即可,注意类别的前面是类别号,用下划线“_”连接)

物料类别建立或维护后,可以通过更新仓库定义,自动生成与物料结构对应的仓库结构,在自动生成时,可以根据需要设置每个小类别具有的“最少库位数”,然后再根据实际情况,适当增加某些小类别的库位数量(就是手工定义更多的库位),同一个小类别的物料,共用其所在类别的库位(同一个库位,同一时间只能存放同一种物料!)若仓库已经定义了库位编码,可以另外标注
在入库前,必须定义好仓库,否则不能入库!。
四、建立物料、半成品,成品信息
-
选择物料小类,01_电解板
-
右侧点“+”号
-
鼠标点入“物料编码”框内,物料编码自动生成,“11010001”(企业若已经有物料编码,可以代替生成的编码)
-
点下面的物料名称,输入“电解板”
-
点规格型号,输入“T=0.8*1250*2500”,然后“CTRL+C”复制这个规格型号,点物料名称的结尾,“CTRL+V”粘贴在物料名称的后面,物料名称现在为“电解板T=0.8*1250*2500”
-
点计量单位类别,选择“个数”
-
点计量单位,选择“PCS”,
-
点“√”保存(有些物料还需要设置库存属性的来源类别,采购件不用设置,但当前物料是板材,其采购单位使用公斤,因此需要设置采购单位及换算比率)
-
_
-
还有3种物料,与这个类似,我们使用复制修改的方法完成
-
选择物料11010001
-
点击按钮“
 ”
”
-
左面选择物料小类“10_电解板”
-
鼠标右键选择“复制为采购件”
-
修改规格型号为“T=1.2*1250*2500”,修改后选择并使用“CTRL+C”复制
-
修改物料名称,先用鼠标选择名称中的规格型号, 然后粘贴,修改后的名称为:“电解板T=1.2*1250*2500”
-
点“√”保存
用同样方法建立另外两个镀锌钢板,如上:
录入其他物料、半成品及成品数据,
物料编码可以使用EXCEL导入,点击“导入数据”按钮会显示EXCEL的格式,注意导入是按每个小类别分别导入的,刚开始导入时,建议只导入几行数据,方便删除,
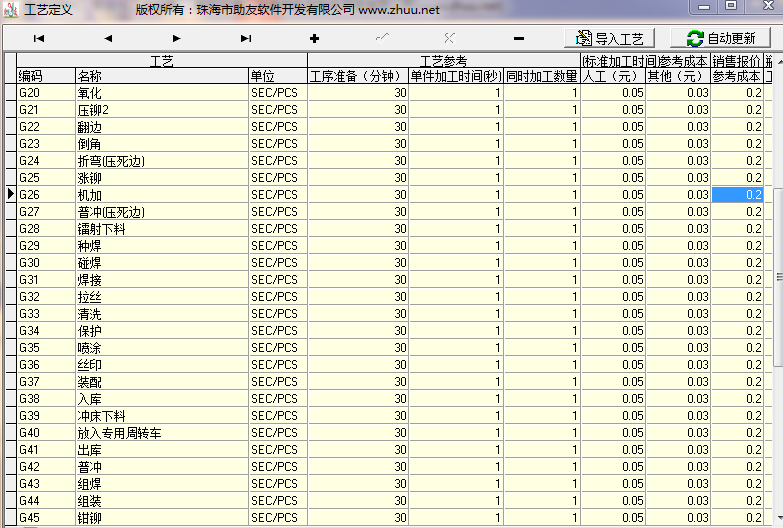
五、工艺的定义(基础信息->基本资料->工艺定义)
点“+”增加一种工艺
输入工艺编码,如“G02”
输入工艺名称,如“下料”
修改工艺准备时间,单件加工时间,参考值即可
输入该工艺的人工成本,其它分摊的成本,及销售报价,参考值即可,具体的产品可以修改为不同的值
点“√”保存
为所有的工艺进行定义,如下:
 六、定义设备及设备工艺,
六、定义设备及设备工艺,(基础信息->工厂设置->设备信息维护)
左侧选择设备所在的部门
右侧上方点击“+”,增加设备,
输入设备编码及名称,然后保存
选择已经定义的设备
下面点击“+”,
点“工艺编码”栏,选择该设备可加工的工艺
设置设备的工艺加工能力(与其它设备的相对值)
保存
注意:同一工序最好有几台设备同时加工,排产效果会很好(不建议用增加单台设备能力的方式增加产能)

也可以定义设备的操作人员,但需要先在人力资源模块建立员工信息,因物控流程不需要,这里暂略
七、建立产品结构及工艺路线(基础信息->产品数据管理->工程BOM)
1. 建立产品物料结构
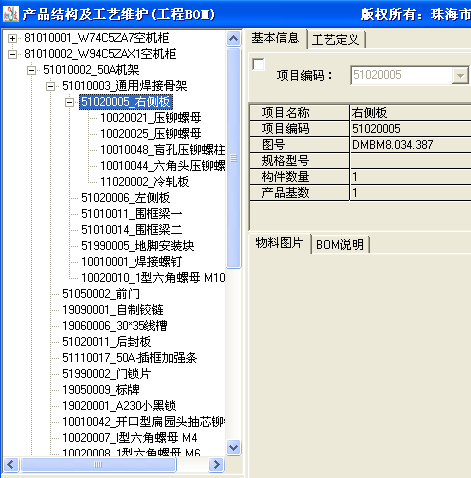
产品BOM可根据产品的实际构成建立外观结构,然后使用名称,或规格型号等找到物料编码确定每个节点的实际物料编码,若没有则建立即可
-
建立产品BOM及工艺路线(基础信息-产品数据管理-工程BOM)
-
左侧选择一个节点
-
鼠标右键选择“新建”
-
在弹出的对话框中,选择同级节点,点“OK”
-
选择新建立的这个节点,右面选择红色的方框,以便可以修改物料编码
-
先打开“库存物料信息”窗口,以便找到物料编码(本人记不住编码,若知道规格型号,也可以使用“系统主界面”的编码查找功能)
-
依次点开物料类别,找到物料,“Ctrl+C”复制物料编码,81010001
-
回到“工程BOM”窗口,点右侧的物料编码下拉按钮,里面的物料编码很多,我们“Ctrl+V”粘贴81010001,自动定位后,点击定位的物料,这时系统会更改左侧当前节点的物料为“81010001”
-
根据产品构成信息,依次建立每个节点,并设置产品的构成数量及产品基数
-
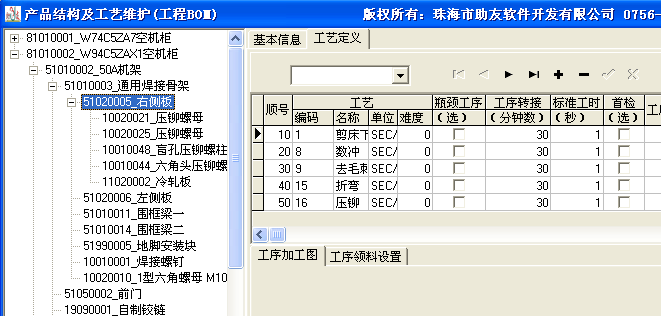
对于制造件,建立产品的工艺路线,(若是通用的工艺路线,可以保存为标准工艺路线)
-
建立一个产品后,可以使用复制、粘贴的功能建立类似产品或产品分支,若两个产品的某个零部件完全相同,只需要定义一个产品零部件的详细信息,另一个产品只放置一个物料信息在哪里,并给出构件数量即可,不用定义下级
构件数量及产品基数
只是相邻两层之间物料的构成关系
3. 为半成品、成品建立工艺路线(用下拉框选择标准工艺)
4. 工程BOM转产品BOM(右健点最终产品,选择生成产品BOM)

5. 产品数据维护(基础信息->产品数据管理->PDM)
a. 把产品放到特定类别下(建好类别后,用鼠标“拖”动)
b. 设置分解标准
 八、定义供应商、客户等信息
八、定义供应商、客户等信息
1.建立供应商基本信息(基础信息->采购基础信息->供应商、报价及维护)
A.首先在树型分支中建立供应商类别,然后选择一个类别
B.点下方的“+”号,然后在右边的供应商信息中,输入新供应商编码及名称
C.在供应商“终止日期”中输入供应协议结束日期(重要)
D.保存

2.建立供应商可供应物料
A.选择报价维护页面,点“报价维护”按钮

B.供应商报价维护

3.设置物料的分配比例(基础信息->采购基础信息->供应商ITEM分配比例)
可先执行自动分配,,然后对于有两家及以上供应商的物料,再手工增加供应商,调整分配比例之和为100%
 供应商、可供应物料及分配比例,可以在系统运行后再设置,在采购计划模块,导出没有定义供应商的物料,然后在供应商物料定义模块,点击导入按钮,参考给出的格式修改EXCEL,然后分别导入到不同的供应商中,修改单价、批次及提前期,导入完成后,设置分配比例即可。
供应商、可供应物料及分配比例,可以在系统运行后再设置,在采购计划模块,导出没有定义供应商的物料,然后在供应商物料定义模块,点击导入按钮,参考给出的格式修改EXCEL,然后分别导入到不同的供应商中,修改单价、批次及提前期,导入完成后,设置分配比例即可。
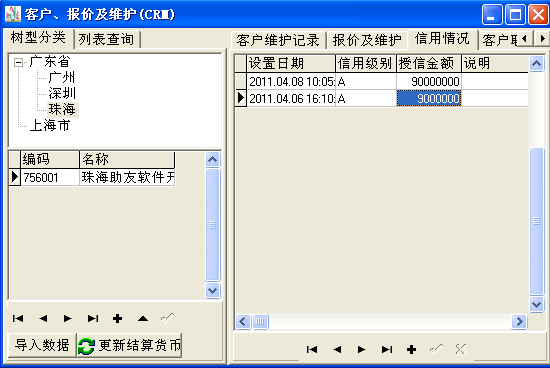
4.建立客户信息(基础信息->销售基础信息->客户、报价及维护)
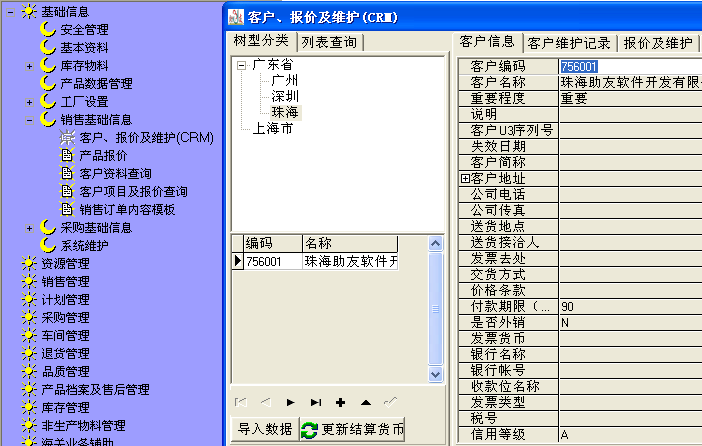
5.客户信用维护(只有信用额大于要发货的金额时,才能给这个用户发货)
九、录入销售订单、运行助友制造执行系统
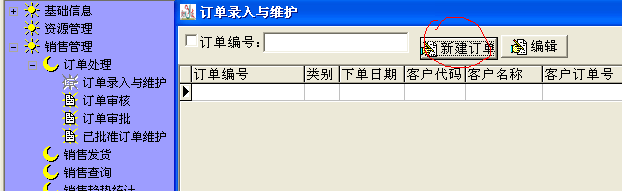
1.输入销售订单(销售管理->订单处理->订单录入与维护)
在订单录入与维护界面,点“新建订单”按钮
在新建订单界面,进行下面操作:
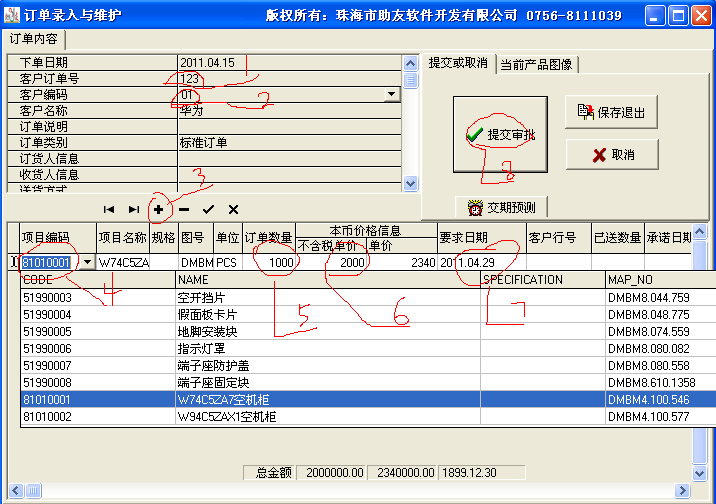
销售员在下达销售订单时,应根据客户的要求,先在主窗口的“编码查询”功能,查找对应的产品物料编码,可以多个关键字同时查询(若以物料名称查询,则物料名称最好包含规格型号)
2.根据任务面板提示,点开相关的界面,完成相应的任务,指示助友制造执行系统正常运行
这部分的操作非常简单,用鼠标可以完成绝大部分的工作。只是在入库、出库时,助友制造执行系统生成的数量是根据产品BOM计算的标准数量,要修改成实际发生的数量,这里是需要注意的!
十、通过助友制造执行
系统了解企业运行情况
1. 了解销售下单、交货及销售趋势、监控订单执行
2. 了解采购下单、交货及质量情况、对供应商进行统计分析
3. 了解库存的进、出及储存情况,分析呆滞物料信息
4. 了解生产情况,进行生产负荷分析
5. 了解产品质量情况,分析产品的质量趋势
6. 了解应收、应付情况,进行产品的成本分析



 QQ客服
QQ客服 