对于生产企业的管理,当前世界公认ERP是最好的解决方式,但ERP也鱼龙混杂,很多“ERP”就是“财务+进销存”,这导致了大量的失败案例。
生产型企业与流通型企业是不同的,生产型企业买入的是原材料,而销售的是产成品。原材料与产成品之间有特定的“数量及时间”关系,因此需要进行“物料计算”,需要进行“生产加工”,需要进行“生产过程质量控制”等,只有支持这些活动的系统才适合生产型企业。而珠海助友软件的“制造企业制造执行系统”就是这样的系统。
这里,我们以某紧固件生产企业为例,讲解其使用过程。
案例:某紧固件生产企业使用助友制造执行系统的过程记录
1.分析紧固件生产企业的产品资料及典型产品工艺
1.1产品结构分析
根据企业提供的产品及工艺资料,可以确定其中的一类紧固件产品“六角螺栓”的生产过程如下:
1.1.1某种原材料,Q235A,经过下料、平面导角、螺纹、热处理、表面处理等工艺加工成螺母及螺柱
1.1.2 螺母及螺柱经过包装后入库,成为成品
因此可以确定“六角螺栓”的产品结构(BOM)为
一个六角螺栓-----成品
一个“六角螺栓的”螺母-----半成品
“大于等于0.022千克”长度的Q235A------原材料
一个“六角螺栓的”螺柱-----半成品
“大于等于0.036千克”长度的Q235A-----原材料
1.2产品工艺分析
根据企业提供的产品工艺资料,可以确定其产品工艺大概十几种,包括下料、平面导角、螺纹、热处理、表面处理、热锻等,相同类型的产品加工工艺基本相同,可以为每种类型的加工做成标准工艺路线
2.建立基本资料
2.1建立工艺资料:(基础信息->基本资料->工艺定义)

2.2建立标准工艺(基础信息->基本资料->标准工艺)

建立标准工艺的目的是简化类似产品的操作,可以随时补充,也可以从工程BOM导入标准工艺
2.3建立物料类别((基础信息->Item信息->Item建立)
2.3.1首先我们要确定物料的编码结构,助友制造执行系统缺省的编码长度为8位,第1位是大类,第2、3位是中类,第5、5位为小类编码,最后的3位为顺序号,这样每一个小类中可以定义999种物料(如果不放心,可以修改系统设置的103031号功能,修改为4,则每个小类中可以定义近9999种物料)
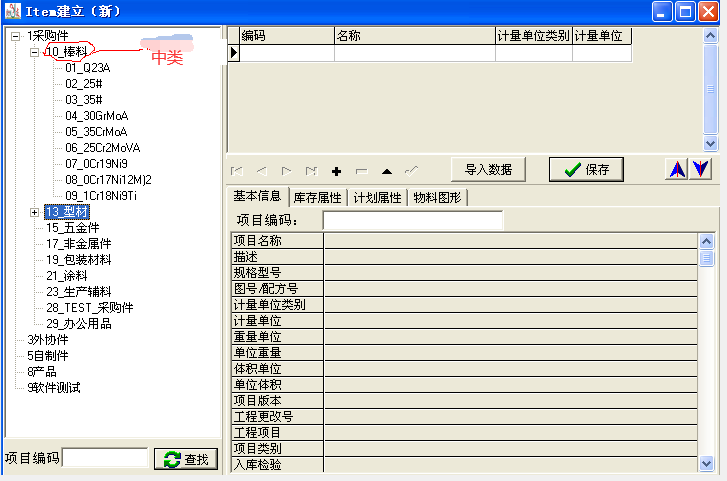
2.3.2建立采购物料类别,由于紧固件企业的原材料基本是“棒料”,我们把助友制造执行系统采购物料大类下的“板材”修改为“棒料”,作为中类,然后根据材质建立小类别:
2.3.3建立自制半成品物料类别
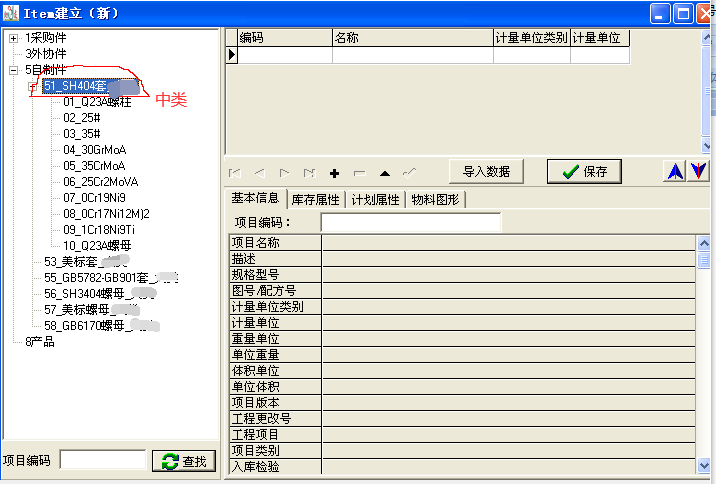
根据企业提供的产品资料,我们初步确定在自制件大类下建立六种半成品中类,每种中类下面又按材质分别建立小类如图所示(因只有部分产品资料,只供参考)
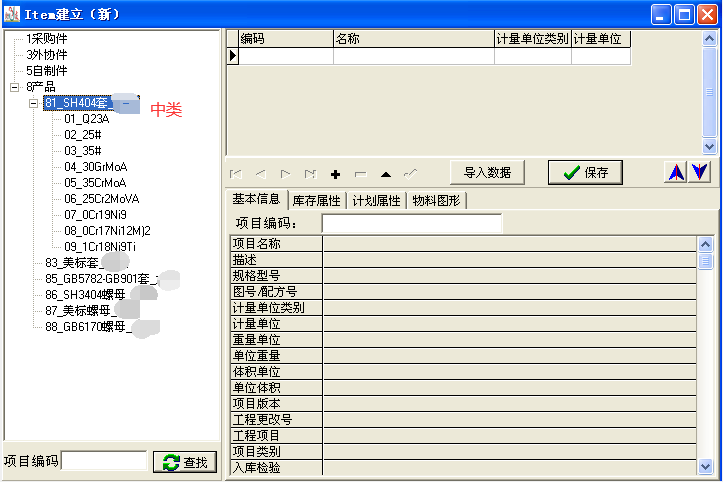
2.3.4同理建立产成品类别信息
小技巧:使用复制/粘贴建立类别信息会比较简捷。
2.4建立物料信息
2.4.1.建立采购物料
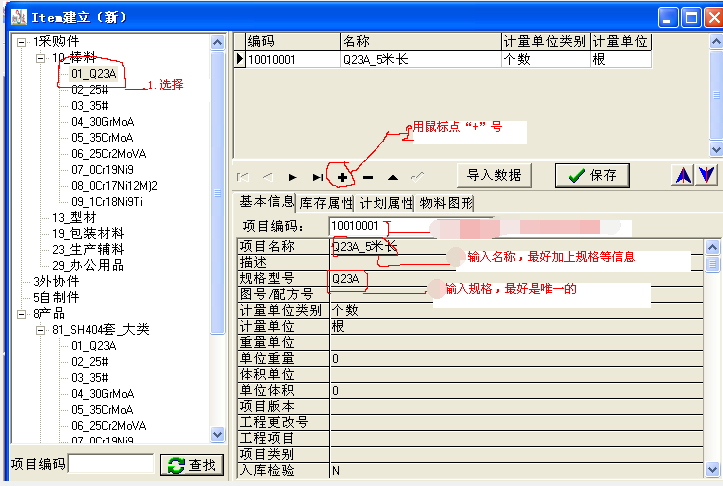
2.4.1.1用鼠标点开“1采购件->10_棒料”,然后选择“01_Q23A”
2.4.1.2然后点击右面的“+”按钮
2.4.1.3这时系统自动给出了新的项目编码“10010001”
2.4.1.4点下面的项目名称,然后输入“棒料Q23A_ D30_5M”
2.4.1.5在规格型号处,输入“Q23A_D30_5M”
2.4.1.6设置采购单位及换算比例,假设5米长的一根Q23A,重是30公斤,选择库存属性,在“采购结算单位”,输入“公斤”,在“采购单位比率”处输入“30”

经与用户沟通,由于所购买的棒料的长度不固定,采用固定长度不合适,但每件产品所使用特定原料的重量是确定的,因此原料的单位可直接使用公斤,也就不用设置采购单位了
2.4.2建立半成品物料
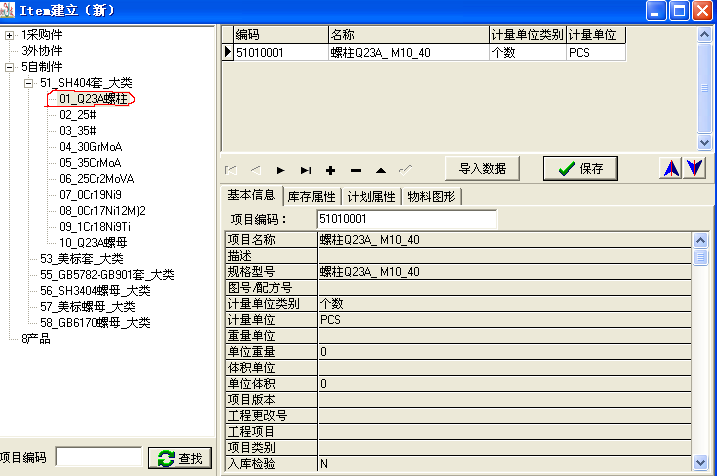
2.4.2.1用鼠标点开“5自制件->51_SH404套”,然后选择“01_Q23A”
2.4.2.2然后点击右面的“+”按钮
2.4.2.3这时系统自动给出了新的项目编码“51010001”
2.4.2.4点下面的项目名称,然后输入“螺柱Q23A_ M10_40”
2.4.2.5在规格型号处,输入“螺柱Q23A_ M10_40”
2.4.2.6选择“库存属性->来源类别”,选择“WIP”,表示这是一个自制件,
同理,选择另外一个小类别“10_Q23A螺母”建立另外一个自制件螺母,得到编码51100001,
保存数据
2.4.3建立产成品物料数据
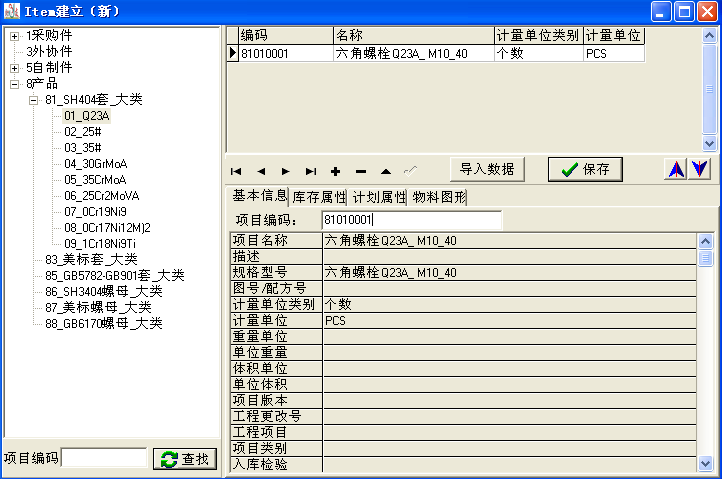
2.4.3.1用鼠标点开“8产品->81_SH404套”,然后选择“01_Q23A”
2.4.3.2然后点击右面的“+”按钮
2.4.3.3这时系统自动给出了新的项目编码“81010001”
2.4.3.4点下面的项目名称,然后输入“六角螺栓Q23A_ M10_40”
2.4.3.5在规格型号处,输入“六角螺栓Q23A_ M10_40”
2.4.3.6选择“库存属性->来源类别”,选择“WIP”,表示这是一个自制件,
保存数据
2.5建立产品结构数据(BOM)
2.5.1在工程BOM中建立BOM(基础信息->工程管理->工程BOM)
2.5.1.1在左面选择一个根节点,然后按鼠标右键,选择“新建”
2.5.1.2在弹出的选择窗口中选择“同级节点”,然后选择“OK”
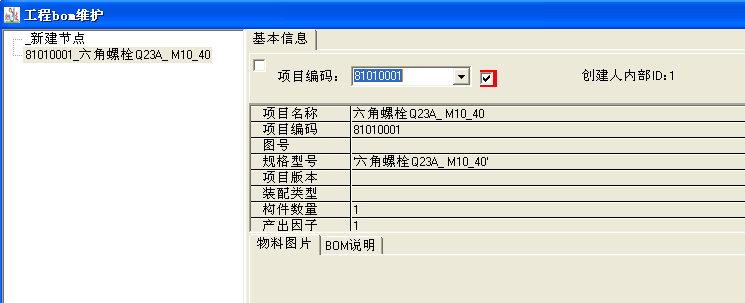
2.5.1.3这时出现了一个“新项目,请确定项目编码”,选择这个“新项目”,然后选择右面的“项目编码”下拉框(如果不可选,点一下红色的方框)
2.5.1.4找到编码81010001,然后选择:
2.5.1.5再次选择左面的这个81010001节点,点鼠标右键,然后选择“新建”,这次在弹出的窗口中选择“下级节点”,
2.5.1.6 这次设置这个“新项目”的编码为51010001
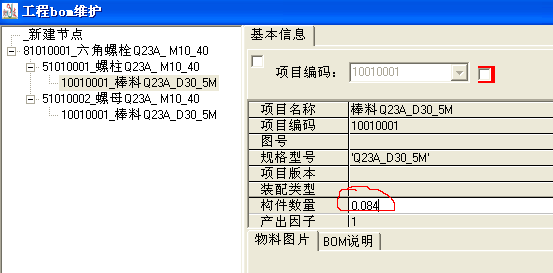
2.5.1.7依此建立其它节点,结果如下图所示:

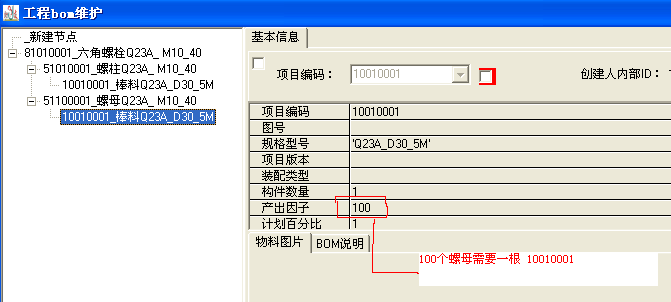
2.5.2建立产品各部件之间的数量关系
2.5.2.1由于此“六角螺栓”是由一个螺柱与一个螺母构成,在螺柱与螺母的构件数量中分别添入1
2.5.2.2我们假定一根5米长的10010001棒料,可以加工出12个51010001,则在此BOM中51010001下面的10010001的构件处添入“0.084”
2.5.2.2我们假定一根5米长的10010001棒料,可以加工出100个51100002,则在此BOM中51010001下面的10010001的构件处添入“0.01”(也可以用另外一种方法,在产品基数中添写100,而构件数量保留为1,这样可以避免出现小数)
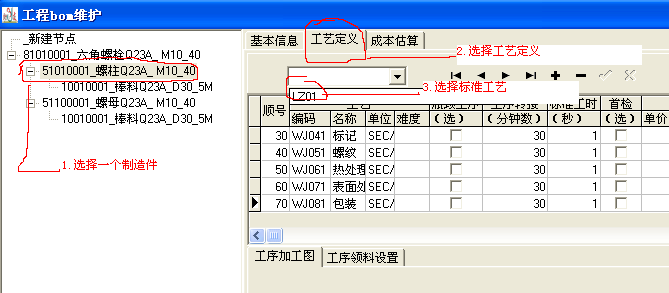
2.5.3为制造件建立工艺路线
2.5.3.1打开工程BOM,选择刚建立的51010001螺柱,这时右面显示了“工艺定义”页面
2.5.3.2选择“工艺定义”
2.5.3.3选择标准定义下拉框,选一个合适的标准工艺(也可手工定义工艺)
2.5.3.4设置工艺参数
2.5.3.5可以为某些工艺设置一个加工说明图片
2.5.3.6同上,为51100001及81010001设置加工工艺
至此产品BOM已经建好,下面需要转成产品BOM
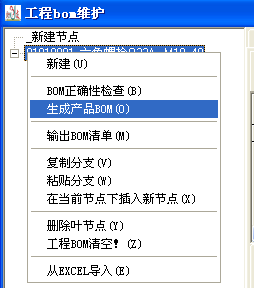
2.5.4工程BOM转产品BOM
2.5.4.1用鼠标选择81010001,然后点右键,在弹出的菜单中选择“生成产品BOM”
2.5.4.2系统自动检查产品的数据,如果没有问题,则会把相应产品数据复制到产品BOM中
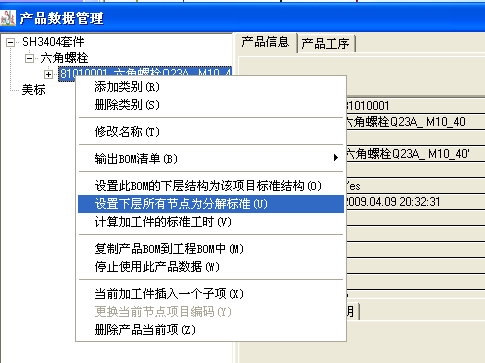
2.5.4.3打开产品BOM(基础信息->工程管理->产品数据管理)
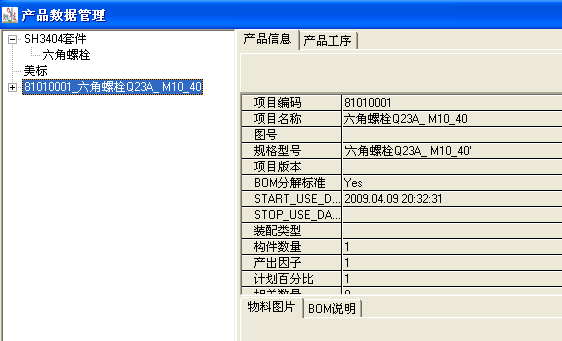
2.5.4.4这时把新转过来的产品拖放到一个合适的类别中
2.5.4.5然后再次选择这个产品,点鼠标“右键”,选择“设置下级所有节点为分解标准”
2.6定义设备及指定设备工艺
2.6.1定义设备

2.6.2定义设备可加工的工艺:

2.7为采购物料指定供应商
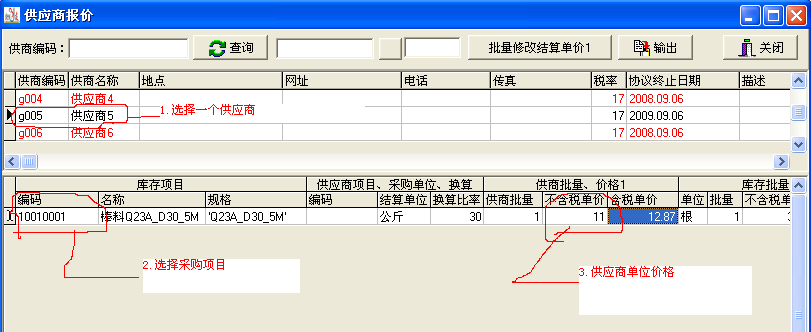
2.7.1报价(采购管理->基础信息->供应商报价)
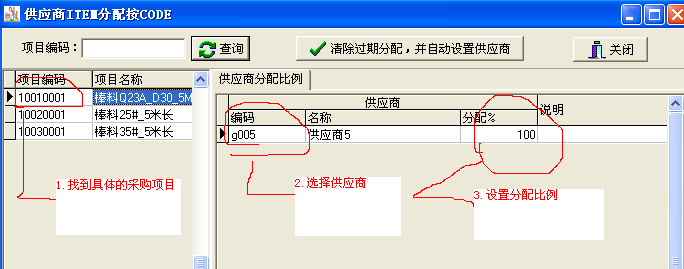
2.7.2设置分配比例(采购管理->基础信息->供应商ITEM分配比例)
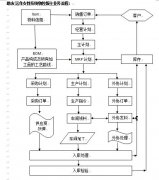
3.运行系统
3.1录入销售订单,订单量为1000PCS的81010001,如图:
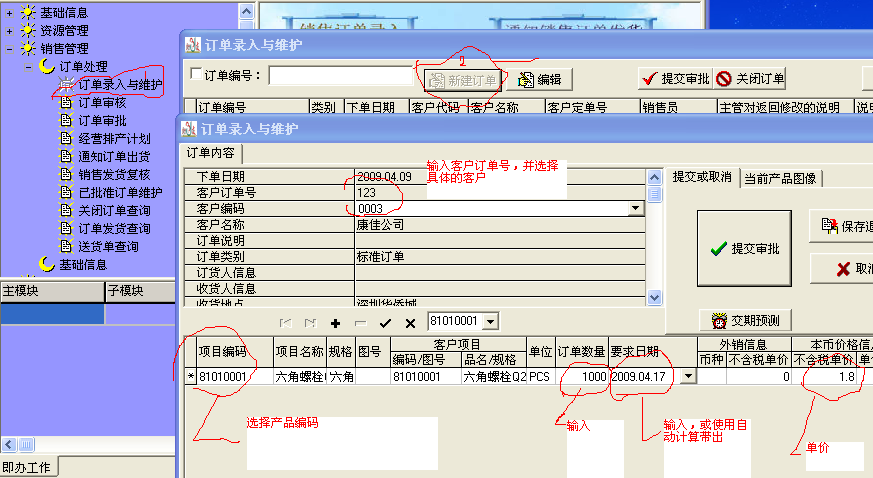
3.2录入订单后,选择“提交审批”,然后退出“订单录入与维护”界面,这时系统如图:
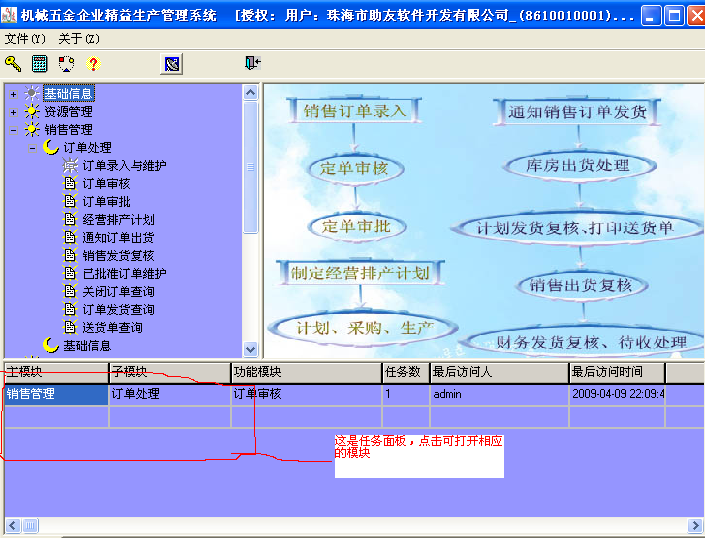
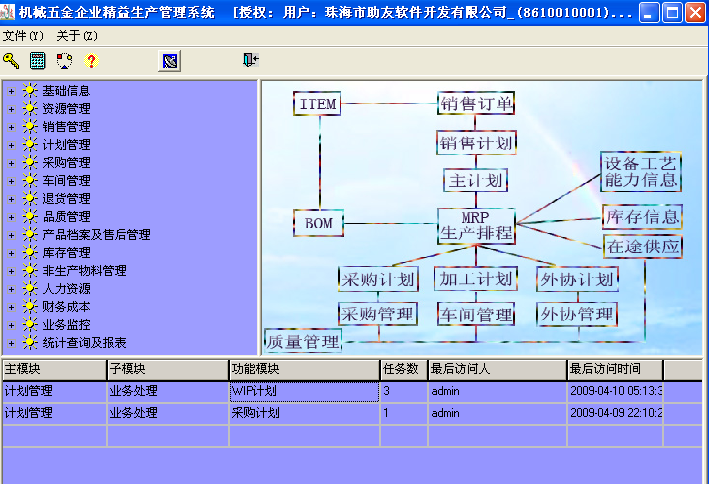
3.3根据系统“任务面板”提示,分别进行销售审核、销售审批、经营计划、主计划、
MRP计划,在进行MRP计算后得到如下结果:

3.4接着进行“APS优化排程”,排程后执行“生成执行计划”,这时系统主界面的任务面板会有二个任务提示,如图:
说明:正常的情况应该有三个任务提示,因为我们这个产品没有设置外协件,因此就没有外协任务提示。
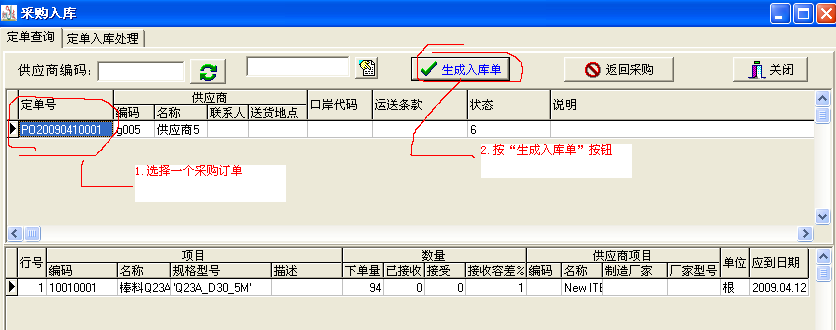
3.5先执行采购任务,把需要的原材料买回来。
3.5.1依次执行采购计划、采购ITEM预审、采购订单维护、采购订单审核、采购订单审批、采购订单打印(实际可能要发给供应商,并进行跟单、催货)、通知库房收货、库房根据采购订单进行收货处理:
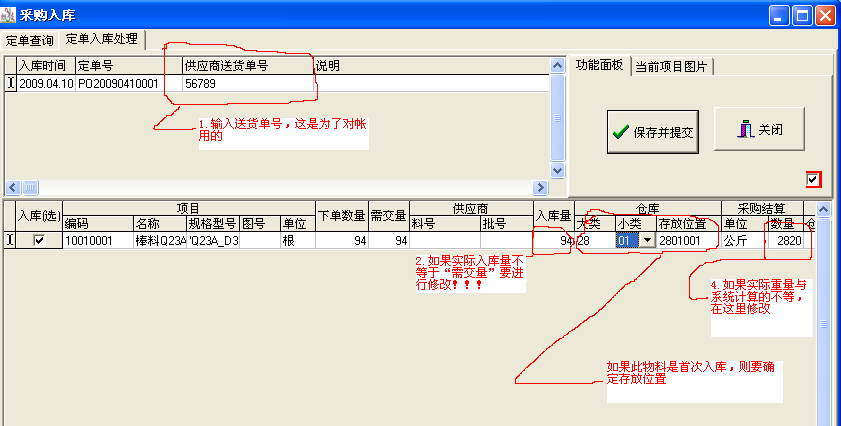
3.5.2对生成的入库单进行处理,处理完成后“保存并提交”:
3.6执行生产加工有关的任务
3.6.1选择任务面板上的“WIP任务”,进行下面处理:
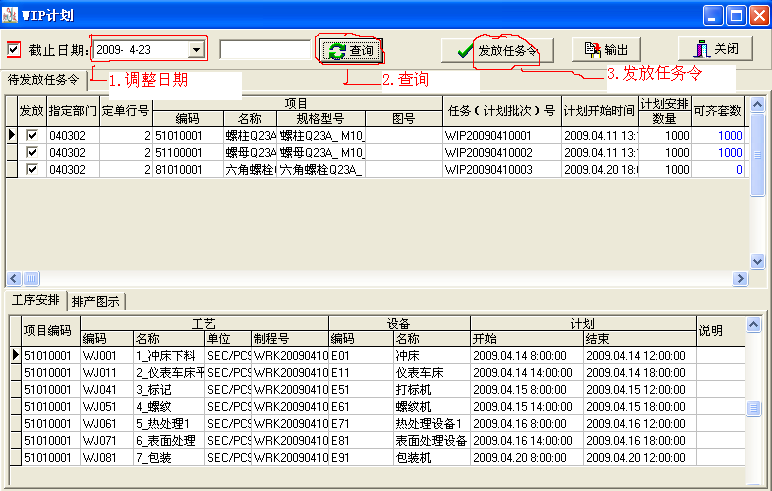
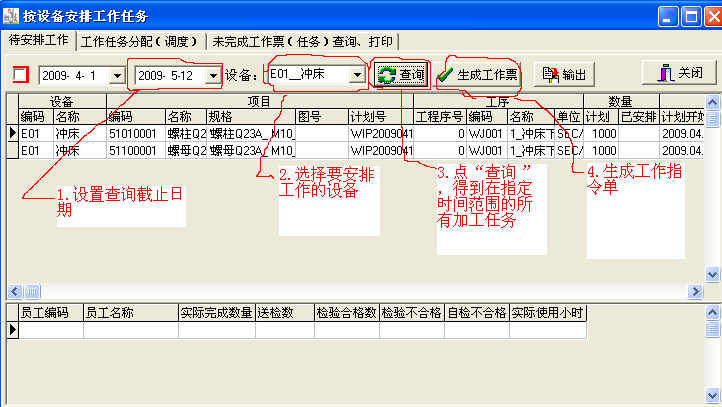
3.6.2依次执行任务令维护、任务令审批、任务令确认、按设备安排工作任务,如图所示:
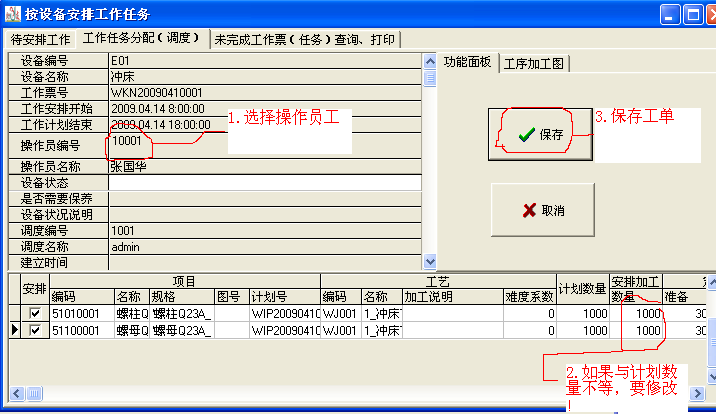
3.6.3 对生成的工票进行处理,然后保存
所有的工作任务都分配完成后,我们就可以进行任务领领料处理了
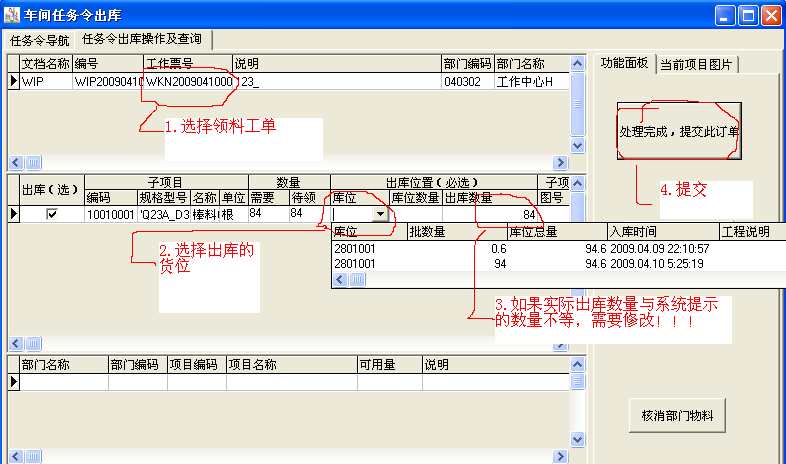
3.6.4进入任务面板提示的“车间任务令出库”模块,如图所示:
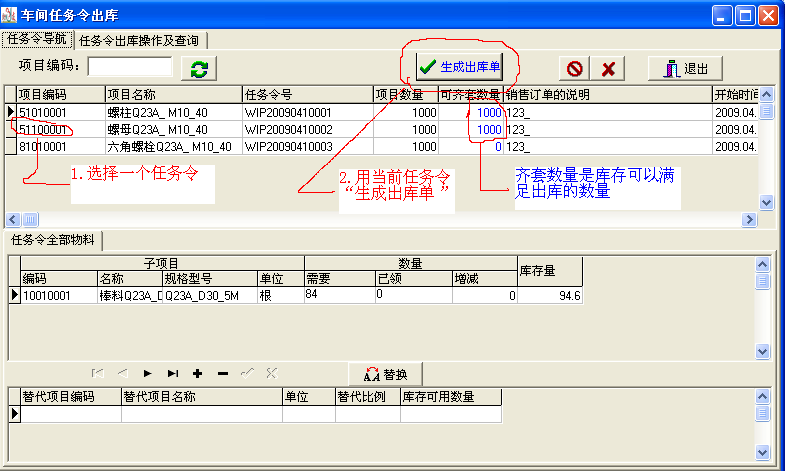
3.6.5对生成的任务令领料单进行处理
3.6.6领料以后,企业进行实际的加工处理,
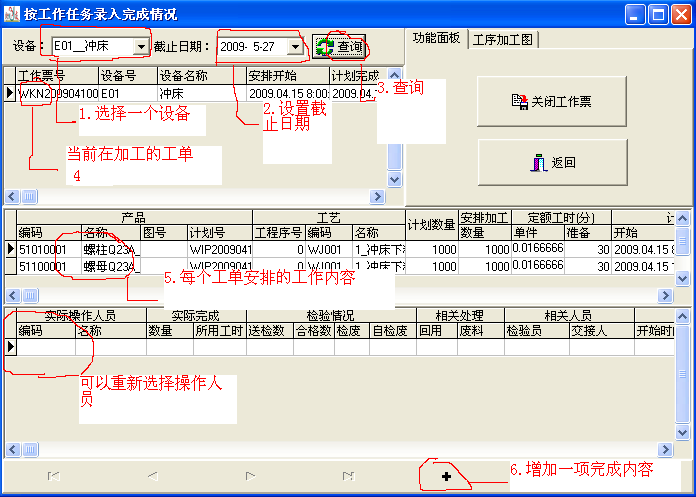
3.6.7企业可以查询某一设备的工作安排(工作看板,每10分钟刷新一次):

3.6.8如果需要计算员工的计件,或计时工资,则需要把完成情况录入系统:
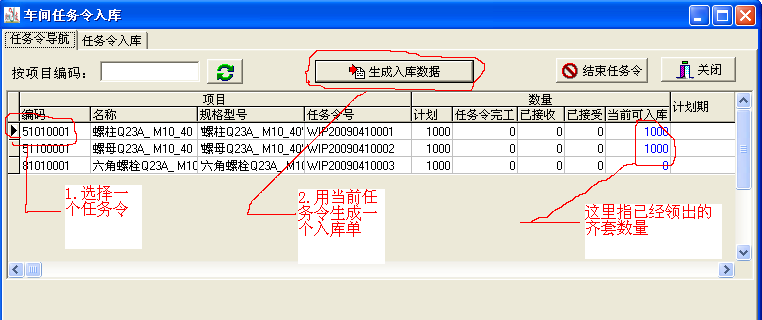
3.6.9当加工完成后要先入库,根据任务面板提示的“车间任务令入库”,进入相应模块,处理如下:
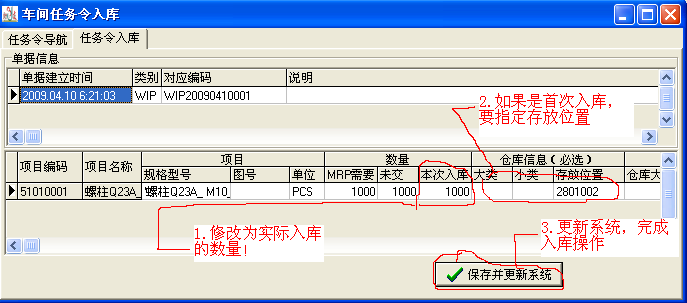
3.6.10对生成的入库单处理如下:
3.6.11继续处理,根据任务面板提示,进行5110001及8101001出库、入库处理。
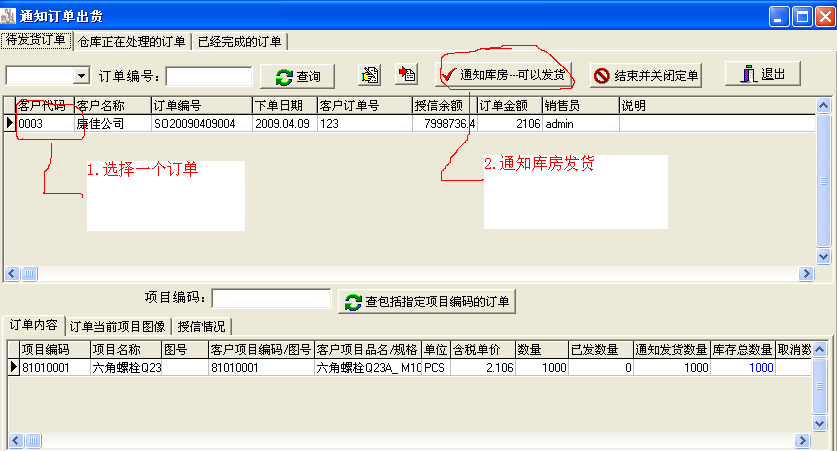
3.6.12根据任务面板提示的“通知订单出库”,进行如下处理:
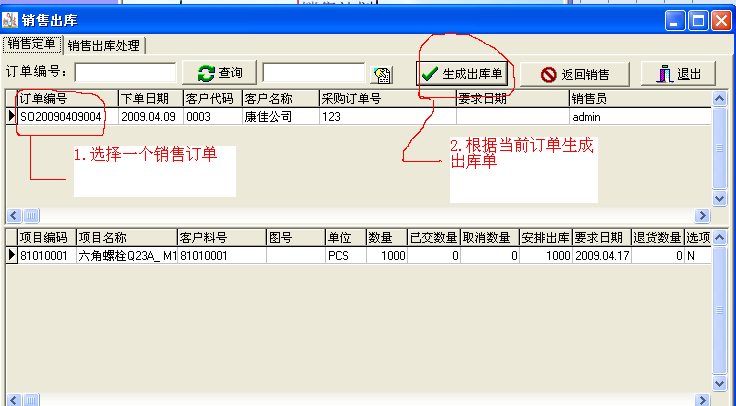
3.6.13根据任务面板提示的“销售出库”,进行如下处理:
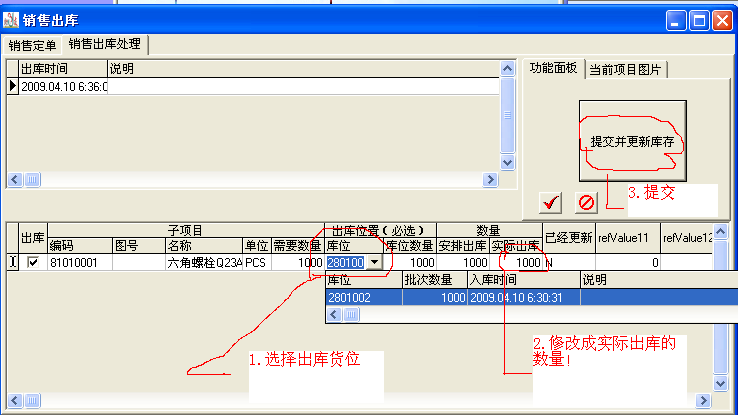
3.6.14对生成的出库单进行处理:
3.6.15根据任务面板提示,录入任务令的完成情况,处理复核流程,打印送货单等,直到全部生成了会计凭证:
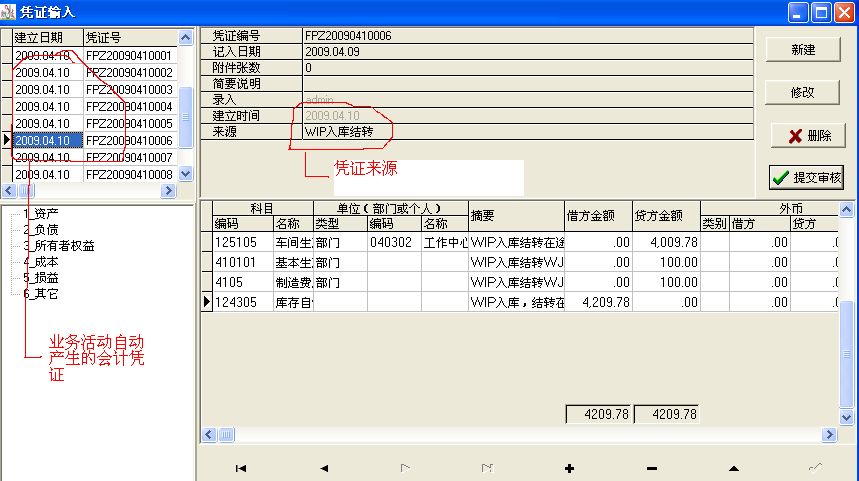
可以对凭证进行审批,然后入帐,系统此次运行完毕。
建议:正式使用时,由于紧固件的品种非常多,建议先使用EXCEL准备数据,然后按小类别分别导入到系统中
特别说明:此案例是10年前对某企业实施的记录,系统经过多年演进,已经改变很多,但通过这个案例可了解系统使用的思路。



 QQ客服
QQ客服 