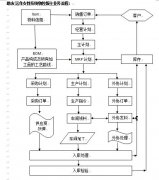
助友制造执行系统可以为制造企业提供:
1.准确的采购及生产数据,企业根据这些数据进行采购及生产,不会出现计划原因的缺料及新增呆料。
2.与物控有关业务的支持工具,企业使用后可避免错料及混料。
3.生产自动排产(APS),生产工序可排到设备,企业安排生产有据可循,可有效避免窝工。
4.制造执行(MES)支持工具,车间现场的生产指南,生产管理的依据。
5.生产过程质量控制(含SPC)工具,提供企业工序质量的控制及改进能力。
6.产品生产全过程追溯,可了解任何一款产品的每种物料的供应商,及供应批次,产品每个零部件的每道工序,加工人员,关键工序的质量检验数据等。
助友制造执行系统可以解决电子电器生产企业的物料控制,生产安排及质量控制问题。正常使用后可做到“四不”,即“不缺、不呆、不错、不混”。生产排产可排到设备及流水线,精确到分钟,极大的提高了企业生产的效率,可明显提高订单的履约率
一、系统设置
-
清空助友制造执行系统,(基础信息-系统维护-系统参数,系统日常维护页面,点“删除所有数据”按钮,不可恢复,慎用,使用前应备份数据库
-
取消交期预测(基础信息-系统维护-系统参数,201030,取消选择,开始时数据不全,预测不准,只有生产增强型,且已经正常运行后才有参考价值)
-
可见成本(基础信息-系统维护-系统参数,104001,选择。允许在制作BOM时显示成本,可用于快速报价,在基础资料修改后,要打开“财务成本-费用分摊-制造件标准成本计算”模块,执行“成本计算”后才有成本信息)
-
物料编码规则设置,物料编码=物料大类+物料中类+物料小类+顺序号。物料类别的位数在系统参数里设置,大类长度103027、中类103028、小类103029,可变位数长度103031,推荐使用1-2-2-3,8位自动编码
-
设置系统只走物控流程(基础信息-系统维护-系统参数,302045,选择。若本身就是物控型,可以不考虑)
-
设置系统走MRP(基础信息-系统维护-系统参数,302035,不选择)
-
设置生产领料出库时,自动生成的物料数量,其保留的小数位数,若必须是整件出库,则设置711901为0
-
设置入库检验的方式,若入库时已经进行了检验,入库时可以确定合格品(一级)及让步(二级)的数量。(基础信息-系统维护-系统参数,分别设置613050、613051、613052,选择),若企业实行“入库接收->检验->接受”的方式,则这几个参数不要选择,
若使用的是生产增强型助友制造执行系统,在物控正常后,建议使用工序检验的方式处理制造件,并设置613051为选择
某个物料需要入库检验,还需要在库存物料信息里的基本信息中,设置入库检验为Y
-
在生产增强型中,若某产品的生产是流水线型,可以在该产品的计划属性中设置“制造加工类别”为流水线型。当一个产品设置为流水线生产型,其所有工序只分配到一条流水线中的设备,若该流水线中没有处理某工艺的设备,则排产终止
-
在生产增强型中,某产品是离散型生产方式,则其工艺路线中的所有工序都只安排在离散型设备进行加工
系统参数控制着助友制造执行系统的功能及流程,除非有明确需要,尽量不要修改,且要记录原来的值,及修改后的值
二、准备工作
1.通过分析《LED电源36-12物料明细》文档,可得到下面的原料、半成品及成品清单:
采购件
00_电阻
10_RT型碳膜电阻
碳膜电阻_RT 22KΩ 1/4W±5% PCS
20_RJ型金属膜电阻
金属氧化膜电阻_RY 10Ω 1/2W±5% PCS (以下单位都为PCS,省略)
30_RX型线绕电阻(在本例中没有这个小类别的零件,但其他产品可能有,因此增加,每个企业可以根据自己的产品情况,决定建立的物料类别,并可根据需要随时增加,但物料类别前面的编码,最好不要修改,因为物料的编码将参考这个类别编码)
40_片状电阻
50_热敏电阻
热敏电阻NTC5D-9
99_其他
01_电位器及保险管
10_电位器
微调电位器_102
60_保险管
保险管_2A250V
… …
由于类别比较多,这里不再列举,企业可参考助友制造执行系统中的类别,进行适当的补充完善
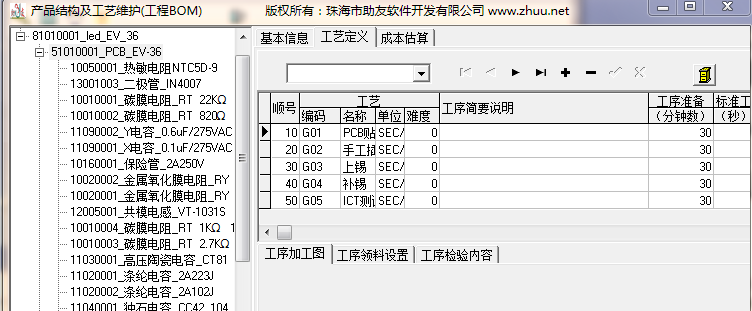
2.工艺分析
a.PCB的生产过程包括“PCB贴片”、“插件”、“ 上锡”、“ 补锡”、“ ICT测试”、“ 线头测试”等六个主要工艺过程。
b.成品电源的工艺过程有 “ATE测试”、“ 组装”、“ 老化实验”、“ 贴标”、“ 包装”,
c.有部分工序,是与加工数量无关的,如“老化实验”等
4.批量考虑
a.很多电阻、电容及集成电路有批量要求
b. “PCB板EV-36”也有生产经济批量要求,但由于其只用于成品“LED电源36-12”中,因此可以设置成品“LED电源36-12”的开始批量
该LED电源厂生产的特点是零部件非常多,但基本是采购件,只保留关键的PCB及成品组装,因此工艺比较简单,但生产是根据客户的需求,通常是小批量的形式,品种非常多。该厂主要要解决是物料齐套及排产问题。
5.质量检验方面
a.要求严格,具体检验内容企业可以在软件中增加,本案例为了简单,没有涉及检验操作
三、建立物料类别(基础信息->库存物料->库存物料信息(建立))
通过对典型产品的物料分析,建立物料类别如下:(鼠标点击类别标签,直接编辑即可,注意类别的前面是类别号,用下划线“_”连接。物料类别通常根据产品物料清单建立,然后根据仓库盘点内容补充)
物料类别建立或维护后,可以通过更新仓库定义,自动生成与物料结构对应的仓库结构,在自动生成时,可以根据需要设置每个小类别具有的“最少库位数”,然后再根据实际情况,适当增加某些小类别的库位数量(就是手工定义更多的库位),同一个小类别的物料,共用其所在类别的库位(同一个库位,同一时间只能存放同一种物料!)若仓库已经定义了库位编码,可以另外标注
在入库前,必须定义好仓库,否则不能入库!。
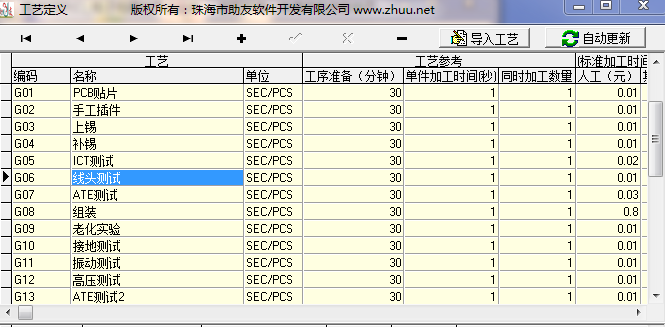
四、工艺的定义(基础信息->基本资料->工艺定义)
点“+”增加一种工艺
输入工艺编码,如“G01”
输入工艺名称,如“PCB贴片”
修改工艺准备时间,单件加工时间,参考值即可
输入该工艺的人工成本,其它分摊的成本,及销售报价,参考值即可,具体的产品可以修改为不同的值
点“√”保存
为所有的工艺进行定义,如下:
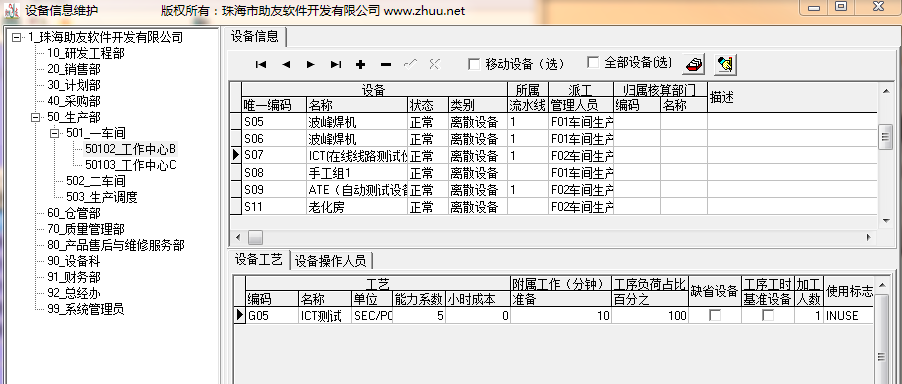
 五、定义设备及设备工艺,
五、定义设备及设备工艺,(基础信息->工厂设置->设备信息维护)
左侧选择设备所在的部门
右侧上方点击“+”,增加设备,
输入设备编码及名称
因PCB版是采用流水线形式生产,因此把处于同一流水线中的设备,设置为同一流水线标志
然后保存
选择已经定义的设备
下面点击“+”,
点“工艺编码”栏,选择该设备可加工的工艺
设置设备的工艺加工能力(与其它设备的相对值)
注意:同一工序最好有几台设备同时加工,排产效果会很好(不建议用增加单台设备能力的方式增加产能)
保存
也可以定义设备的操作人员,但需要先在人力资源模块建立员工信息,因物控流程不需要,这里暂略
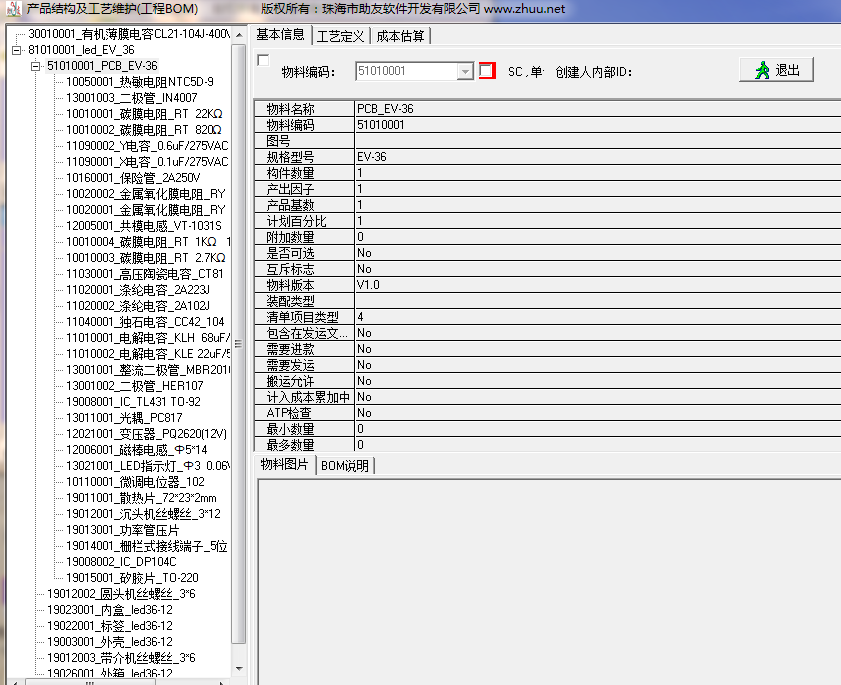
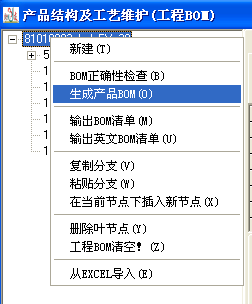
六、建立产品结构及工艺路线(基础信息->产品数据管理->工程BOM)
(同时建立需要的物料信息,基础信息->库存物料->库存物料信息,这样可避免查找的麻烦,总体速度要比先导入物料更快些)
-
建立产品BOM及工艺路线(基础信息-产品数据管理-工程BOM)
-
左侧选择一个节点
-
鼠标右键选择“新建”
-
在弹出的对话框中,选择同级节点,点“OK”
-
选择新建立的这个节点,同样方法建立产品其它子节点
-
选择产品最左侧节点(根节点,产成品节点),
-
打开“库存物料信息”窗口,依次点开物料类别,找到“根节点”所属的物料小类别,若该小类别中没有所需要的产品,则新建一个,填写名称及规格型号。“Ctrl+C”复制物料编码,81010001
(若系统中已经导入了物料,可以使用规格型号,在“系统主界面”的编码查找功能中进行查找,没有找到再新建,避免重复)
g. 回到“工程BOM”窗口,再次选择“根节点”,右面选择红色的方框,以便可以修改物料编码,点右侧的物料编码下拉按钮,里面的物料编码很多,我们“Ctrl+V”粘贴81010001,自动定位后,点击定位的物料,这时系统会更改左侧当前节点的物料为“81010001”
f. 根据产品构成信息,依次建立并修改每个节点的物料,并设置产品的构成数量及产品基数
-
对于制造件,建立产品的工艺路线,(若是通用的工艺路线,可以保存为标准工艺路线)
-
建立一个产品后,可以使用复制、粘贴的功能建立类似产品或产品分支,若两个产品的某个零部件完全相同,只需要定义一个产品零部件的详细信息,另一个产品只放置一个物料信息在哪里,并给出构件数量即可,不用定义下级
构件数量及产品基数
只是相邻两层之间物料的构成关系
2. 为半成品、成品建立工艺路线(也可用下拉框选择标准工艺)
3. 工程BOM转产品BOM(右健点最终产品,选择生成产品BOM)
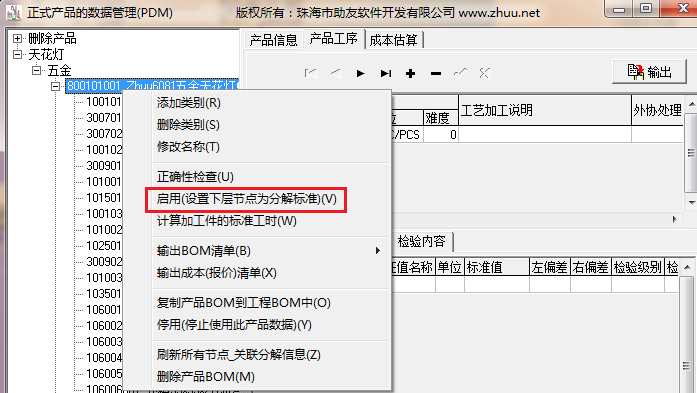
4. 产品数据维护(基础信息->产品数据管理->PDM)
a. 把产品放到特定类别下(建好类别后,用鼠标“拖”动)
b. 设置分解标准
6.快速建立类似产品BOM
a.已经做好了一个产品,其颜色是浅古铜,我们建立另一个颜色是金+白的相同型号的产品,
b因这个“金+白”与“浅古铜”,差别只在外盒及外箱不同
c. 在库存物料信息窗口,建立两个采购件19003002,19026002,建立一个产成品 81010002
d. 打开正式产品BOM模块(PDM),找到 81010001
e.鼠标右键选择“复制产品数据到工程BOM中”
f.在工程BOM窗口,找到81010001,用81010002代替
g.然后把 19003001替换为19003002(若有下级则保留,但删除该下级的所有下级节点(鼠标选择,使用右键选择“删除分支(不含当前节点)”,因当前节点是采购件,没有下级)。
h. 同理,把19026001替换为19026002
现在这个“金+白”的81010002已经做好了,可以转为正式的产品了(方法同上,略)
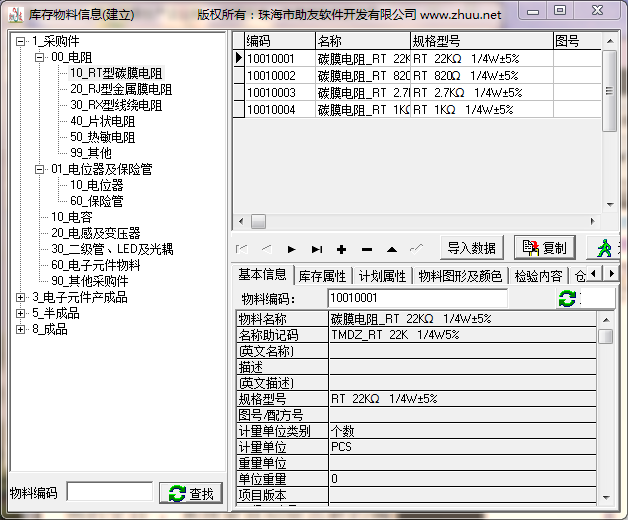
七、建立物料、半成品,成品的详细方法
-
选择物料小类,10_RT型碳膜电阻
-
右侧点“+”号
-
物料编码自动生成,“100101001”(若企业有自己的物料编码,可放入图号栏中,也可按小类别直接导入)
-
点下面的物料名称,输入“碳膜电阻”
-
点规格型号,输入“RT 22KΩ 1/4W±5%”,然后“CTRL+C”复制这个规格型号,点物料名称的结尾,“CTRL+V”粘贴在物料名称的后面,物料名称现在为“碳膜电阻RT 22KΩ 1/4W±5%”
-
点计量单位类别,选择“个数”
-
点计量单位,选择“PCS”,
-
给物料添加图片(JPG格式,小于100K)
-
点“√”保存(有些物料还需要设置库存属性的来源类别,采购件不用设置)
-
_
-
点按钮“
 ”,复制这条物料信息
”,复制这条物料信息
-
选择物料小类:“10_RT型碳膜电阻”
-
鼠标右键选择“复制为采购件”
-
修改新物料的名称为“碳膜电阻_RT 820Ω 1/4W±5%”
-
规格型号修改为“RT 820Ω 1/4W±5%”
-
保存
-
建立另外的物料
-
-
可选择其它小类,连续复制,建立名称类似的物料
-
-
可以在建立物料的同时,建立产品结构(BOM),省去了查找的麻烦
录入其他物料、半成品及成品数据,
物料编码可以使用EXCEL导入,点击“导入数据”按钮会显示EXCEL的格式,注意导入是按每个小类别分别导入的,刚开始导入时,建议只导入几行数据,方便删除,
八、定义供应商、客户等信息
(供应商、可供应物料及分配比例,可以在系统运行后再设置,在采购计划模块,导出没有定义供应商的物料,然后在供应商物料定义模块,点击导入按钮,参考显示的格式修改EXCEL,然后分别导入到不同的供应商中,修改单价、批次及提前期,导入完成后,设置分配比例即可)
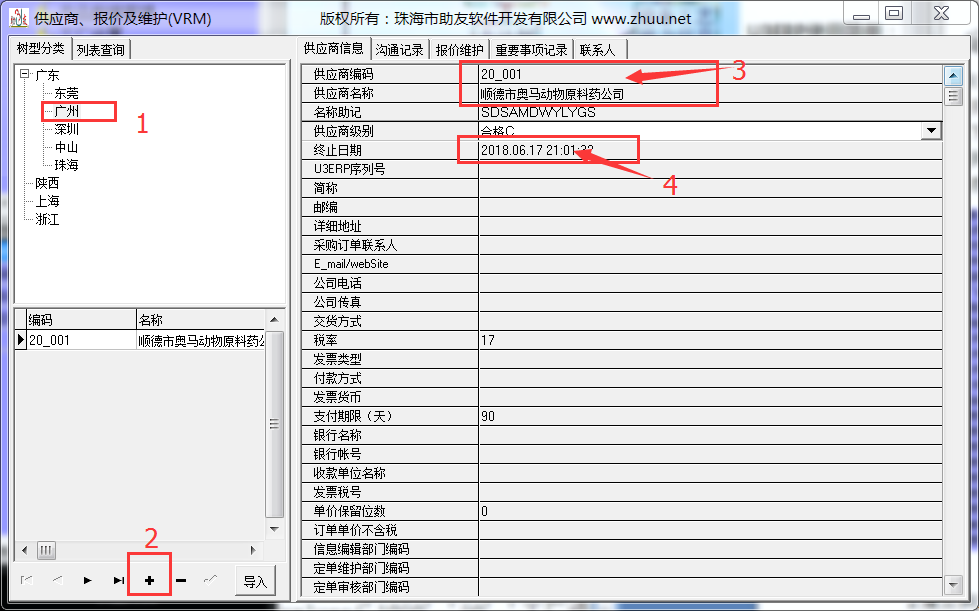
1.建立供应商基本信息(基础信息->采购基础信息->供应商、报价及维护)
A.首先在树型分支中建立供应商类别,然后选择一个类别
B.点下方的“+”号,然后在右边的供应商信息中,输入新供应商编码及名称
C.在供应商“终止日期”中输入供应协议结束日期(重要)
D.保存
2.建立供应商可供应物料
A.选择报价维护页面,点“报价维护”按钮
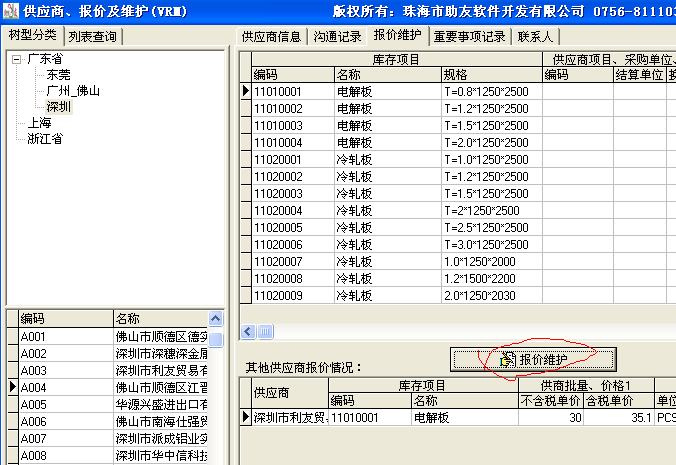
B.供应商报价维护

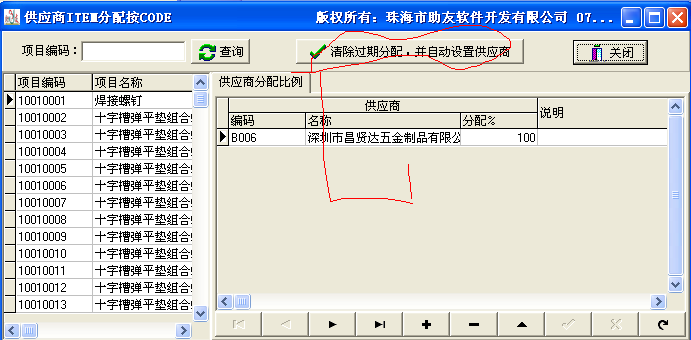
3.设置物料的分配比例(基础信息->采购基础信息->供应商ITEM分配比例)
可先执行自动分配,,然后对于有两家及以上供应商的物料,再手工增加供应商,调整分配比例之和为100%
 供应商、可供应物料及分配比例,可以在系统运行后再设置,在采购计划模块,导出没有定义供应商的物料,然后在供应商物料定义模块,点击导入按钮,参考给出的格式修改EXCEL,然后分别导入到不同的供应商中,修改单价、批次及提前期,导入完成后,设置分配比例即可。
供应商、可供应物料及分配比例,可以在系统运行后再设置,在采购计划模块,导出没有定义供应商的物料,然后在供应商物料定义模块,点击导入按钮,参考给出的格式修改EXCEL,然后分别导入到不同的供应商中,修改单价、批次及提前期,导入完成后,设置分配比例即可。
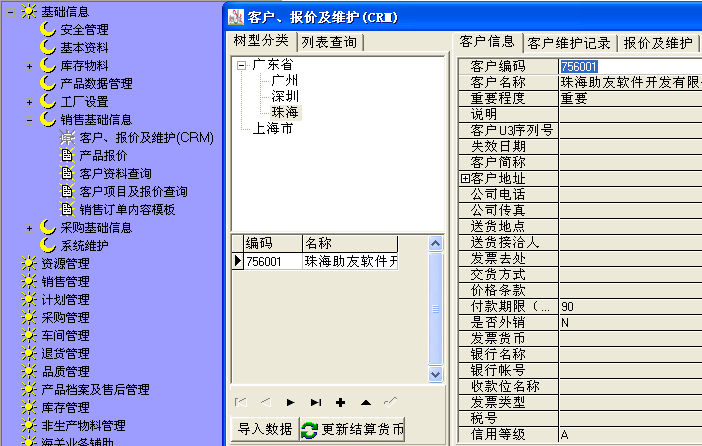
4.建立客户信息(基础信息->销售基础信息->客户、报价及维护)
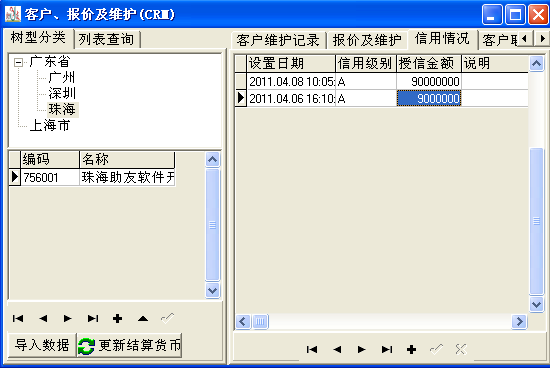
5.客户信用维护(只有信用额大于要发货的金额时,才能给这个用户发货)
 九、录入销售订单、运行助友
九、录入销售订单、运行助友制造执行
系统
1.输入销售订单(销售管理->订单处理->订单录入与维护)
在订单录入与维护界面,点“新建订单”按钮,进行下面操作:
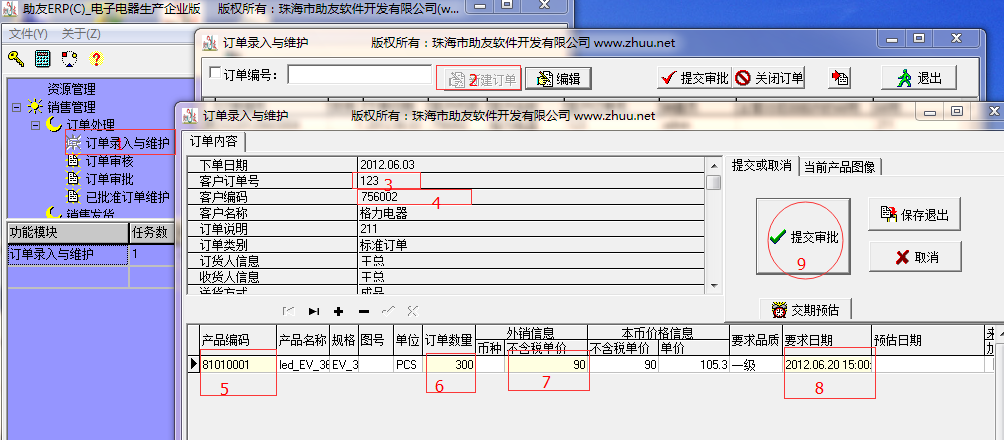
销售员在下达销售订单前,应根据客户的要求,先在主窗口的“编码查询”功能,查找对应的产品物料编码,可以多个关键字同时查询(若以物料名称查询,则物料名称最好包含规格型号)
2.根据任务面板提示,点开相关的界面,完成相应的任务,指示助友制造执行系统正常运行
这部分的操作非常简单,用鼠标可以完成绝大部分的工作。只是在入库、出库时,助友制造执行系统生成的数量是根据产品BOM计算的标准数量,要修改成实际发生的数量,这里是需要注意的!
十、通过助友制造执行
系统了解企业运行情况
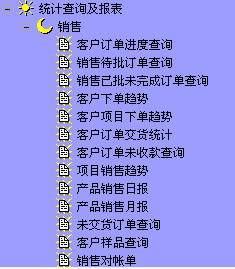
1. 了解销售下单、交货及销售趋势、监控订单执行
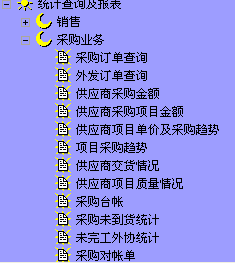
2. 了解采购下单、交货及质量情况、对供应商进行统计分析
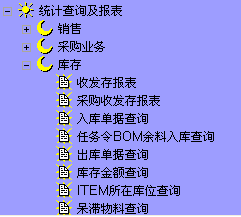
3. 了解库存的进、出及储存情况,分析呆滞物料信息
4. 了解生产情况,进行生产负荷分析
5. 了解产品质量情况,分析产品的质量趋势
6. 了解应收、应付情况,进行产品的成本分析



 QQ客服
QQ客服 